A Supporting Blog — Laser Cutting and Marking Machines for Construction

1. Introduction
Buying a tube laser cutting machine is one of the most significant capital investments a structural fabrication shop will make — and it is also one of the most consequential.
The right machine transforms production: parts that used to require four separate operations — cutting, drilling, grinding, and fitting — are produced in a single automated run. Throughput increases. Labour cost per part drops. Weld fit-up quality improves. And the shop’s ability to take on complex work expands significantly.
The wrong machine — underpowered for the profiles you cut, undersized for your member lengths, or poorly supported by the supplier — becomes an expensive source of frustration. Parts it cannot cut still go to the old process. Downtime eats into production. The payback period stretches far beyond what was projected.
This guide is written for structural steel fabricators, PEB manufacturers, railing shops, and frame fabricators who are evaluating a tube laser cutting machine — whether it is their first machine or an upgrade from an existing one. It covers every specification that matters, in the order you should evaluate it, and ends with a checklist of questions to ask every supplier before signing a purchase order.
This is a supporting article within the broader guide on laser technology for construction. For the full overview, read the Laser Cutting and Marking Machines for Construction — Pillar Blog.
2. Start With Your Production Requirements — Not the Machine Spec Sheet
The most common mistake fabricators make when buying a laser machine is starting with the supplier’s brochure rather than their own production data.
A supplier will always present their machine in the best possible light — maximum cutting speed, maximum profile capacity, minimum cycle time. These figures are real, but they are measured under ideal conditions on optimal material. What matters is how the machine performs on your profiles, your wall thicknesses, and your typical batch sizes.
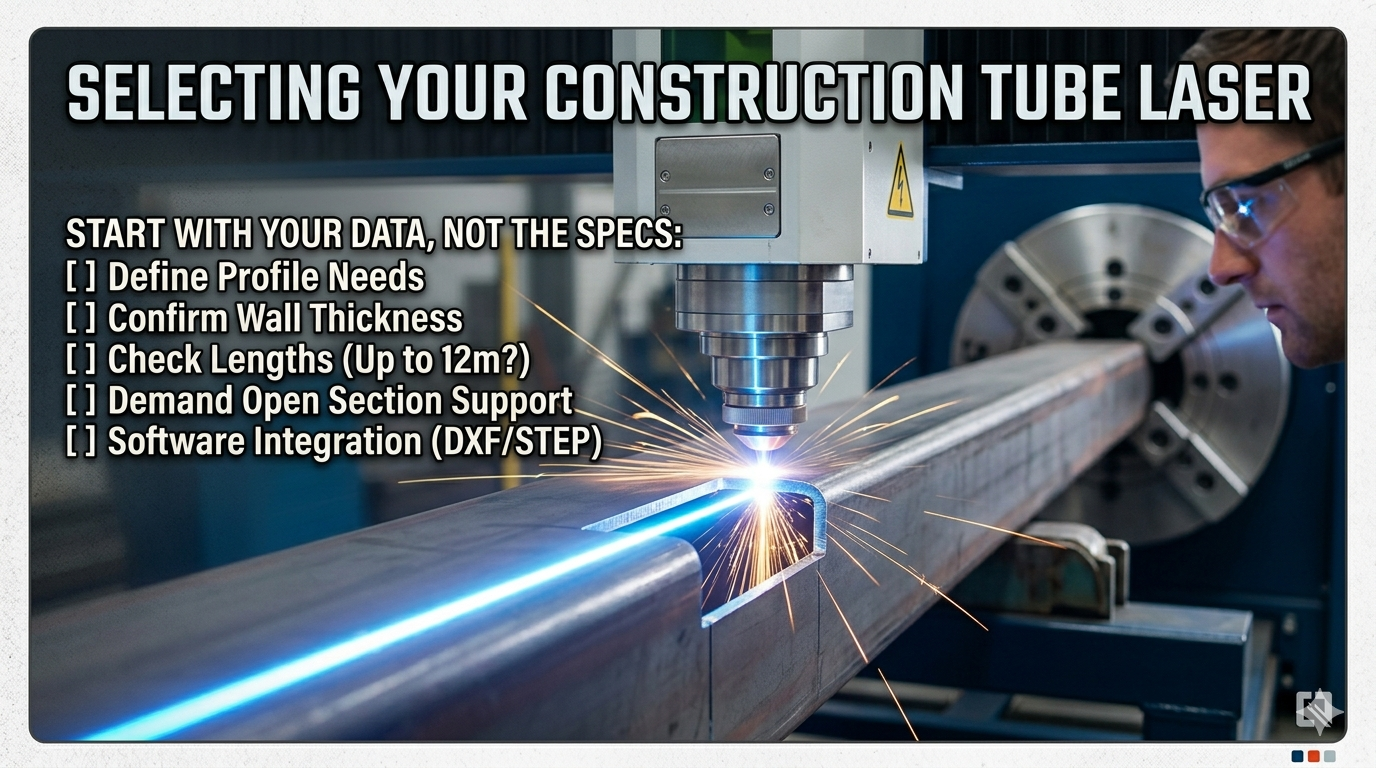
Before you contact a single supplier, answer the following questions about your own production:
- What profiles do you cut most? Round pipe, SHS, RHS, I-beam, channel, angle iron — different machines handle different profile ranges. Know yours before you start.
- What is your maximum profile size and wall thickness? This determines the minimum machine capacity you need. The machine must handle your largest regular job, not just your average job.
- What is your typical batch size and weekly volume? High-volume shops benefit from automation features. Low-volume shops may not need them. Volume drives the ROI calculation.
- What operations do you need? Simple length cutting only, or cope cuts, mitre ends, saddle profiles, and holes? The more complex your cut requirements, the more the tube laser machine pays for itself.
- What is your current cutting bottleneck? Identify the operation that slows your production most. If the answer is profile preparation — marking, drilling, grinding — a tube laser machine addresses that directly.
Pro Tip: Write down your answers before your first supplier conversation. It prevents you from being sold a machine based on what the supplier wants to show you rather than what your shop actually needs.
3. Profile Capacity — The First Specification to Check
Profile capacity is the non-negotiable starting point. If a machine cannot physically handle your largest regular profile, nothing else about it matters.
Maximum Tube Diameter
Tube laser machines are rated by the maximum circular profile diameter they can hold in the chuck. Common ratings are:
- Up to 220mm diameter: Covers most light-to-medium structural hollow sections — SHS up to approximately 160x160mm, RHS up to 200x100mm, round pipe up to 219mm OD.
- Up to 350mm diameter: Covers larger structural profiles — SHS up to 250x250mm, round pipe up to 323mm OD. Suitable for most PEB primary framing members.
- Up to 500mm diameter and above: For heavy structural work, large-diameter pipe, and specialist sections. Higher machine cost — only specify this if your production genuinely requires it.
Check the actual profile dimensions you cut, not just the nominal diameter. A 220mm-rated machine may not physically accommodate an SHS 200x200mm due to corner-to-corner diagonal measurement.
Maximum Wall Thickness
Maximum wall thickness is determined by laser power — see Section 4. But also check the machine’s mechanical chuck capacity: some machines can hold large-diameter profiles but the chuck gripping range does not accommodate thick-wall sections within that diameter range.
Profile Types Supported
Not all tube laser machines handle all profile types. Most handle round pipe, SHS, and RHS as standard. I-beam, H-section, channel, and angle iron require specific chuck jaws and in some cases additional software support. If you cut open sections (I-beam, channel, angle), confirm explicitly that the machine supports them — do not assume.
Maximum Loading Length
Standard tube laser machines load profiles up to 6 metres. If you regularly process 9m or 12m stock lengths — which many PEB fabricators do — you need a machine with extended loading capacity. Running 12m stock through a 6m machine means cutting every member in two passes with a manual repositioning between them, which eliminates much of the productivity advantage.
Watch Out: Always specify the machine based on your largest regular profile, not your average profile. A machine that cannot handle your occasional large job forces that work back onto manual methods — and occasional large jobs often become regular ones.
4. Laser Power — Matching Wattage to Your Material and Thickness
Laser power determines two things: the maximum wall thickness the machine can cut cleanly, and the speed at which it cuts at any given thickness.
More power means the machine can cut thicker material and cut thinner material faster. But more power also means higher machine cost, higher energy consumption, and — if your work does not require it — a machine that is operating well below its capability for most of its working life.
Power Range Guide for Construction Fabrication
| Power Range | Max Wall Thickness | Best Application | Cutting Speed | Typical Use |
| 1.5kW – 3kW | Up to 4mm | Light structural, thin hollow sections | Fast on thin | Light fabrication |
| 3kW – 6kW | Up to 8–10mm | Standard construction, SHS/RHS up to 200×200 | Very Fast | Most fabricators |
| 6kW – 9kW | Up to 12–14mm | Heavy structural, large profiles, thick RHS | Fast on thick | PEB, heavy fab |
| 9kW – 12kW+ | Up to 16mm+ | Heavy plate & profile, high-volume PEB | Very fast thick | Large PEB plants |
How Power Affects Edge Quality
At the borderline of a machine’s power rating — cutting the thickest material it can handle — cut quality and speed both suffer. A 3kW machine cutting 10mm wall section is working at its limit: the edge may have more dross than the same machine cutting 6mm, and the cutting speed will be significantly lower. Buying a machine with a power rating that comfortably exceeds your maximum wall thickness gives better edge quality and longer machine life.
Future-Proofing Your Power Choice
If your shop is growing and you expect to take on heavier structural work within the next two to three years, buying the next power tier up from your current requirement is often the right decision. Upgrading a laser source later is possible but expensive — starting with sufficient power is cheaper than retrofitting it.
Pro Tip: The industry standard for a construction fabrication shop doing standard hollow section and frame work is 3kW to 6kW. If you are unsure, start here and add capacity only if your wall thickness requirements clearly exceed what this range handles.
5. Single Chuck vs Dual Chuck — Which Configuration Do You Need
Chuck configuration is one of the most important structural decisions in tube laser machine selection — and one that is often not properly explained by suppliers until after a purchase decision has been made.
How Single-Chuck Machines Work
A single-chuck machine holds the profile at one end only. The profile extends from the chuck, supported by a steady rest or roller supports along its length, while the laser head moves along it cutting the programmed features. Single-chuck machines are compact, lower cost, and well suited to light-to-medium profiles in shorter lengths.
How Dual-Chuck Machines Work
A dual-chuck machine holds the profile at both ends simultaneously. As cutting progresses, both chucks move to maintain support across the full length of the profile. This eliminates the cantilever effect that can cause vibration and positional error on long or heavy sections in a single-chuck machine.
Side-by-Side Comparison
| Factor | Single Chuck | Dual Chuck |
| Profile Support | One end only | Both ends — more stable |
| Suitable Profile Weight | Light to medium | Light, medium, and heavy |
| Max Member Length | Up to 6m standard | Up to 6m, 9m, or 12m |
| Vibration on Long Parts | Higher on long heavy sections | Minimal — supported throughout |
| Cut Quality (heavy SS) | May vary on heavy sections | Consistent throughout |
| Footprint | Compact | Larger floor area required |
| Machine Cost | Lower | Higher |
| Best For | Light profiles, short members | Heavy sections, long members, PEB |
Making the Right Choice
For a railing shop or light frame fabricator cutting SHS and RHS up to 150x150mm in 6m lengths, a single-chuck machine is typically sufficient and the lower cost makes it the right choice. For a PEB manufacturer cutting primary frame members in 250x250mm RHS or larger at 9m to 12m lengths, a dual-chuck machine is not optional — it is necessary for the cut quality and member accuracy the work requires.
Watch Out: Do not buy a single-chuck machine if your regular work includes heavy sections above 10mm wall or members longer than 6m. The vibration and positional error on these profiles will affect cut quality and may create weld fit-up problems downstream.
6. Cutting Speed and Cycle Time — What the Numbers Actually Mean
Laser machine specifications list cutting speeds in metres per minute. This number tells you how fast the laser head moves when it is actively cutting — which is not the same as how many parts the machine produces per shift.
What Rated Speed Does Not Include
The rated cutting speed excludes acceleration and deceleration at the start and end of each cut, repositioning time as the laser head moves between features, the time for the chuck to rotate the profile between cuts on different faces, loading and unloading time between profiles, and any pauses for program changes between batches.
On a part with many short cuts, holes, and repositioning moves — which is typical in construction profile fabrication — the actual production rate is often 40–60% of what the rated cutting speed would suggest.
How to Evaluate Real Throughput
The only reliable way to evaluate real throughput is to ask the supplier to run a sample of your actual parts on their demonstration machine and time the complete cycle — from profile loaded to finished part unloaded. Take a representative part from your production: a railing post with typical holes and mitre ends, or a PEB purlin with typical cope cuts and holes. The cycle time on that part, multiplied by your shift hours, gives a realistic production estimate.
Pro Tip: Bring a drawing of your most common structural profile to every supplier demonstration. Ask them to program and cut it while you watch and time it. This single exercise tells you more about real-world productivity than any specification sheet.
For a detailed look at how tube laser cutting transforms production throughput in PEB and construction fabrication, read Tube Laser Cutting Machine for PEB and Construction Fabricators.
7. Automation and Material Handling
In a high-volume fabrication shop, the machine’s cutting speed is only one part of the productivity equation. The time spent loading profiles and unloading finished parts is the other — and it is often where the real difference between machines lies.
Bundle Loading Systems
A bundle loader allows a stack of structural profiles to be loaded onto the machine at once. The machine automatically feeds the next profile from the bundle as each one is finished, without operator intervention between profiles. For a shop running long production batches of a single profile type, bundle loading dramatically reduces operator time per part — the operator loads the bundle at the start, monitors the machine, and collects finished parts at the other end.
Part Sorting and Collection
As cut parts exit the machine, they need to be collected and sorted — by part number, batch, or destination within the shop. Machines with automated part sorting systems drop cut parts into labelled bins or onto sorted conveyors, reducing the handling time and mix-up risk that manual collection introduces in a busy fabrication environment.
Remnant Handling
After the usable cuts are made from a profile, a remnant piece remains in the machine. How the machine handles this remnant — whether it ejects it automatically, requires manual removal, or re-queues it for further cutting — affects both machine cycle time and material utilisation. Check the minimum remnant length the machine can process before it requires manual intervention.
When Manual Loading Is Sufficient
Not every shop needs full automation. A fabrication shop cutting mixed profiles in small batches — a few of each member type per job — may find that automated bundle loading offers limited benefit because the batch changes too frequently for the automation to deliver its efficiency. In this case, a machine with good manual loading ergonomics and fast chuck changeover is more valuable than full automation.
Pro Tip: If your shop runs batches of 20 or more identical profiles, bundle loading will pay for itself quickly. If your typical batch is fewer than 10 profiles of a given type, manual loading may be sufficient and saves machine cost.
8. Software — Nesting, CAD/CAM, and Programming
A tube laser cutting machine is only as productive as the software that drives it. Buyers who focus exclusively on hardware specifications and overlook the software package often find themselves with a capable machine they cannot programme efficiently.
Nesting Software
Nesting software determines how cuts are arranged along the length of each profile to minimise material waste. On structural steel — which is priced by weight and length — good nesting directly reduces material cost per part. Evaluate nesting software by asking the supplier to demonstrate it on a realistic batch of your parts: how does it arrange the cuts, what remnant length does it leave, and what is the material utilisation percentage?
CAD/CAM Compatibility
Your structural drawings will be in a specific CAD format — DXF, DWG, STEP, STP, or IGES are the most common. The machine’s CAM software must be able to import these formats directly. If the software requires a conversion step for every drawing, that conversion time adds to the programming overhead for every batch — a hidden labour cost that compounds across a year’s production.
Programming Ease and Speed
The time to programme a new part from a drawing is a real production cost. In a shop producing many different part types, programming time can become a bottleneck. Evaluate how many steps are required to go from a imported drawing to a validated cutting program. The best systems do this in a few minutes; poor systems require significant manual input for every part.
Simulation
Good tube laser software simulates the cutting sequence before the machine runs — showing the operator a 3D animation of every cut, rotation, and repositioning move. This catches collisions between the cutting head and the profile that would damage the machine in real life. For complex parts with many features, simulation is not optional — it is the quality check that prevents expensive machine damage.
Production System Integration
For shops that track production digitally — using ERP systems for job costing, production planning, or material management — the ability to export machine data (cycle times, material used, parts produced) back into the production system is valuable. Check whether the machine’s software supports this and what integration is required.
Watch Out: Never buy a tube laser machine without spending time with the software during the demonstration. Ask the supplier to programme one of your actual parts from scratch while you watch. If the process is slow or complex, that time cost will recur on every batch you ever run.
9. After-Sales Support — The Specification Most Buyers Overlook
In the comparison of machine specifications, after-sales support is the factor that is most frequently underweighted — until the machine breaks down for the first time.
A tube laser cutting machine is a production-critical asset. When it is running, it produces value. When it is stopped, it produces nothing — and the overhead of the shop continues regardless. The cost of an unplanned downtime day on a production laser machine is substantial: lost throughput, delayed deliveries, and potentially overtime on other operations to catch up.
Service Response Time
How quickly can a qualified service technician reach your shop? For machines supported by a local service team, the answer may be same-day or next-day. For machines imported from overseas with no local service presence, it may be days or weeks. Ask for the supplier’s committed response time in writing — not the marketing claim, but the contractual commitment.
Spare Parts Availability
Laser machine consumables — protective lenses, nozzles, and other wear items — need to be available locally and quickly. Some imported machines have long lead times for spare parts because they are sourced from overseas. If a machine stops because a protective lens has been damaged and the replacement takes two weeks to arrive, the supplier’s machine cost advantage disappears rapidly.
Training
A new tube laser machine requires operator training before it can be run productively. The quality and completeness of this training determines how quickly your team reaches full productivity. Ask what training is included in the purchase price, where it is delivered (on-site at your facility, or at the supplier’s facility), how many days it covers, and whether refresher training is available later.
Remote Diagnostics
Most modern laser machines include remote diagnostic capability — the supplier’s service team can connect to the machine controller over the internet to diagnose faults without a site visit. This can resolve many software and parameter issues immediately, avoiding the waiting time for a physical visit. Confirm that this capability is available and included in the support package.
Pro Tip: Ask every supplier for the contact details of two or three fabrication shops already running the machine you are evaluating — in a similar application to yours if possible. Call them and ask about their actual experience of service response, parts availability, and training quality. This is the most reliable evaluation you can do.
10. Total Cost of Ownership — Beyond the Purchase Price
The purchase price of a tube laser cutting machine is the most visible cost — but over a five-to-seven-year ownership period, it is often not the largest one.
| Cost Component | Laser Machine | Traditional Methods |
| Purchase / Capital Cost | Higher upfront | Lower upfront |
| Operator Labour per Part | Low (automated) | High (manual handling) |
| Post-Processing Labour | Minimal | Significant (grinding etc.) |
| Consumables | Low (long-life laser source) | Ongoing (nozzles, electrodes) |
| Material Waste (kerf + nesting) | Low (efficient nesting) | Higher (wider kerf, poor nesting) |
| Rework and Scrap Cost | Low (consistent accuracy) | Higher (variable quality) |
| Downtime Cost | Low (high reliability) | Variable |
| 5-Year Total Cost per Part | Lower | Higher |
Operating Cost
Laser machines consume electrical power — a 6kW laser source draws significantly more power than a 3kW machine. Assist gas (nitrogen or oxygen) is a continuous consumable cost. Nitrogen is used for clean cutting of stainless steel and aluminium; oxygen for mild steel cutting where speed takes priority over edge oxide. Know your gas consumption rate and local gas pricing before finalising a machine specification.
Calculating Payback Period
A simple payback calculation compares the annual saving from the laser machine (labour reduction, post-processing elimination, throughput increase) against the annual cost of ownership (depreciation, operating cost, maintenance). Divide the net machine cost by the annual saving to get the payback period in years. For most structural fabrication shops with sufficient volume, a tube laser machine pays back in two to four years.
Financing Options
Outright purchase maximises the long-term cost benefit but requires the full capital upfront. Lease or hire purchase spreads the cost over the machine’s working life, preserving working capital for other uses. In some cases, the monthly lease payment is comfortably covered by the labour saving the machine delivers from its first month of operation — making the machine self-financing from day one.
Pro Tip: Build a simple spreadsheet before your buying decision: current monthly cost of the operations the laser machine will replace (labour, grinding, drilling, consumables) minus the monthly lease or depreciation cost of the machine. If the number is positive, the machine pays for itself from month one.
11. Questions to Ask Every Supplier Before Buying
Use this checklist in every supplier conversation. The answers will reveal the difference between suppliers far more clearly than specification sheet comparisons.
About Machine Performance
- Can I see this machine cutting my specific profiles and wall thicknesses — not a demonstration piece, but my actual parts from my drawings?
- What is the actual cycle time for a part similar to mine, including loading, cutting, and unloading?
- What is the maximum wall thickness this machine cuts cleanly at the rated power — not the theoretical maximum, but the thickness where edge quality is production-acceptable?
- What profile types does the machine handle as standard, and which require additional tooling or jaws?
About Support and Service
- Who provides service in my region and what is the committed response time for a breakdown?
- Where are spare parts and consumables sourced, and what is the typical lead time for the most commonly replaced items?
- What training is included in the purchase price, and where is it delivered?
- Does the machine have remote diagnostic capability, and is this included in the standard support package?
About References and Track Record
- Which fabrication shops in my region are running this machine in a similar application — can I visit them or speak to them?
- How long has this machine model been in production, and what is the installed base in India / my market?
About Terms and Delivery
- What is the warranty period and what does it cover — parts, labour, laser source?
- What is the lead time from order placement to machine installation at my facility?
- What site preparation does installation require — floor loading, power supply, compressed air, water cooling?
12. Conclusion
Selecting the right tube laser cutting machine for construction fabrication is not complicated — but it requires discipline to start with your production requirements rather than a supplier’s specification sheet.
Define your profile range and wall thickness first. Match power and chuck configuration to those requirements. Evaluate the software as seriously as the hardware. Investigate after-sales support before you commit. And calculate the total cost of ownership over the machine’s working life, not just the purchase price.
A machine that fits your production requirements, is properly supported in your region, and is operated by a well-trained team will transform your shop’s profile fabrication capability. The operations that currently take the most time — manual marking, drilling, grinding, fitting — become a single automated process, and the parts that come out of it are better quality than anything the manual process was producing.
That is the case for tube laser cutting in construction fabrication. The question this guide helps you answer is which machine makes that case most clearly for your specific shop.
Explore Further
Read the full Laser Cutting and Marking Machines for Construction — Pillar Blog for a complete overview of laser technology across construction fabrication.
To understand how tube laser cutting is used in construction and PEB applications, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings and Tube Laser Cutting Machine for PEB and Construction Fabricators.
For a direct comparison of laser cutting against traditional methods, read Laser Cutting vs Traditional Cutting for Structural Metal Parts.
For a curated overview of the best machines available for construction fabrication, read Best Laser Cutting Machine for Construction Fabrication.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…