A Supporting Blog — Laser Cutting and Marking Machines for Construction
1. Introduction
MIG welding is the process most structural fabrication shops know, trust, and already own. So when laser welding comes up in conversation, the first question is always the same: does it actually make enough of a difference to justify the investment?
The answer depends entirely on what you are welding, in what volume, and what quality standard you are working to. For thick structural plate and site welding, MIG remains the practical and economical choice. For thin to medium gauge work, visible welds, high-volume repeat assemblies, and stainless steel fabrication, laser welding delivers advantages that MIG simply cannot match — and the cost of not having those advantages shows up in grinding time, rework, and quality complaints.
This article compares laser welding and MIG welding directly across every factor that matters in construction metal fabrication — process, quality, speed, cost, and application suitability. The goal is not to declare a winner, but to give fabricators, shop owners, and production managers the information they need to decide which process belongs in their shop — and for which work.
This is a supporting article in the broader guide on laser technology for construction fabrication. For the full picture, read the Laser Cutting and Marking Machines for Construction — Pillar Blog.
2. How MIG Welding Works — A Quick Recap
MIG welding — Metal Inert Gas welding, also called GMAW (Gas Metal Arc Welding) — uses a continuously fed wire electrode that melts into the joint as an electric arc generates the heat needed to fuse the base metals.
A shielding gas (typically argon, CO2, or a mixture) flows around the arc to protect the weld pool from atmospheric contamination. The operator controls the torch angle, travel speed, and wire feed rate — all of which affect the quality of the finished weld.
Why MIG Became the Standard in Construction Fabrication
MIG welding became dominant in structural fabrication for three straightforward reasons: the equipment is relatively inexpensive, the process is fast compared to TIG or stick welding, and it is adaptable enough to handle a wide range of joint types and positions. Most fabricators learned MIG first, and most fabrication shops have multiple MIG machines already paid for and running.
What MIG Does Well
- Thick structural sections — plate, hollow sections, I-beams above 6mm
- All-position welding — overhead, vertical, and positional joints on site
- Gap filling — MIG tolerates larger fit-up gaps than laser welding
- High deposition rate — building up weld volume quickly on large joints
- Material versatility — mild steel, stainless steel, aluminium with appropriate wire and gas
The Limitations That Matter for This Comparison
- Spatter — molten droplets expelled from the weld pool that land on surrounding surfaces
- Post-weld grinding — most MIG welds on visible surfaces require dressing before finishing
- Heat distortion — the wide heat-affected zone causes warping on thin and medium gauge metal
- Skill dependency — weld quality varies significantly between operators of different experience levels
- Consumable wear — contact tips, liners, and nozzles require regular replacement
3. How Laser Welding Works — The Key Differences
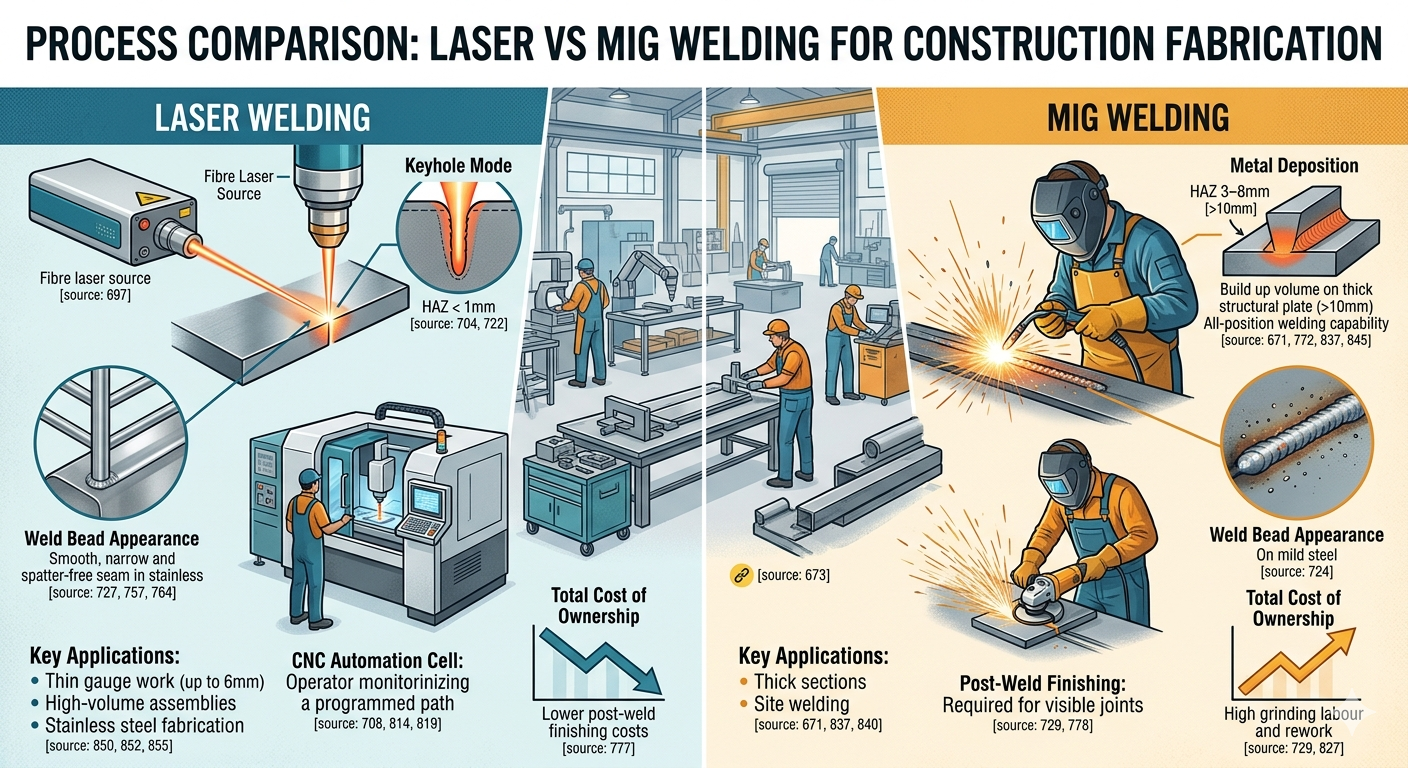
Laser welding uses a focused beam of laser light — typically from a fibre laser source — to deliver a highly concentrated burst of energy directly to the joint interface.
The energy density of the beam is orders of magnitude higher than a MIG arc. This means the metal at the joint melts almost instantly, the weld pool is very small, and the heat input to the surrounding material is minimal. The beam moves along the joint at programmed speed, fusing the metal and solidifying into a narrow, clean weld seam.
Conduction Mode vs Keyhole Mode
Conduction mode: The laser heats the metal surface and the melt pool forms through thermal conduction. Produces a wide, smooth bead on the surface — ideal for thin sheet metal and visible surface welds where cosmetic quality matters more than penetration depth.
Keyhole mode: The laser energy is high enough to vaporise a narrow channel (keyhole) through the metal. This allows deep penetration in a single pass with a very narrow weld — used for thicker structural members where full joint penetration is required. The keyhole mode is what allows laser welding to achieve the same penetration as multi-pass MIG in a single pass.
CNC Automation and Operator Skill
In a CNC laser welding setup, the weld path is programmed into the machine and executed automatically. The operator sets up the fixture, loads the parts, and monitors the process — they do not control the torch in real time. This means weld quality does not vary between operators and does not depend on the experience level of the person running the machine. Every weld in every batch is produced to the same programmed specification.
Materials Laser Welding Handles
- Mild steel — the standard for structural fabrication
- Stainless steel — where laser’s low heat input prevents the discolouration MIG causes
- Aluminium — with appropriate laser parameters and shielding gas
- Galvanised steel — with parameter adjustment and fume extraction
4. The Core Differences — What Actually Changes When You Switch
Moving from MIG to laser welding is not simply a speed or cost change — it changes the nature of the welding process and the quality outcomes across every weld in your production.
Heat-Affected Zone
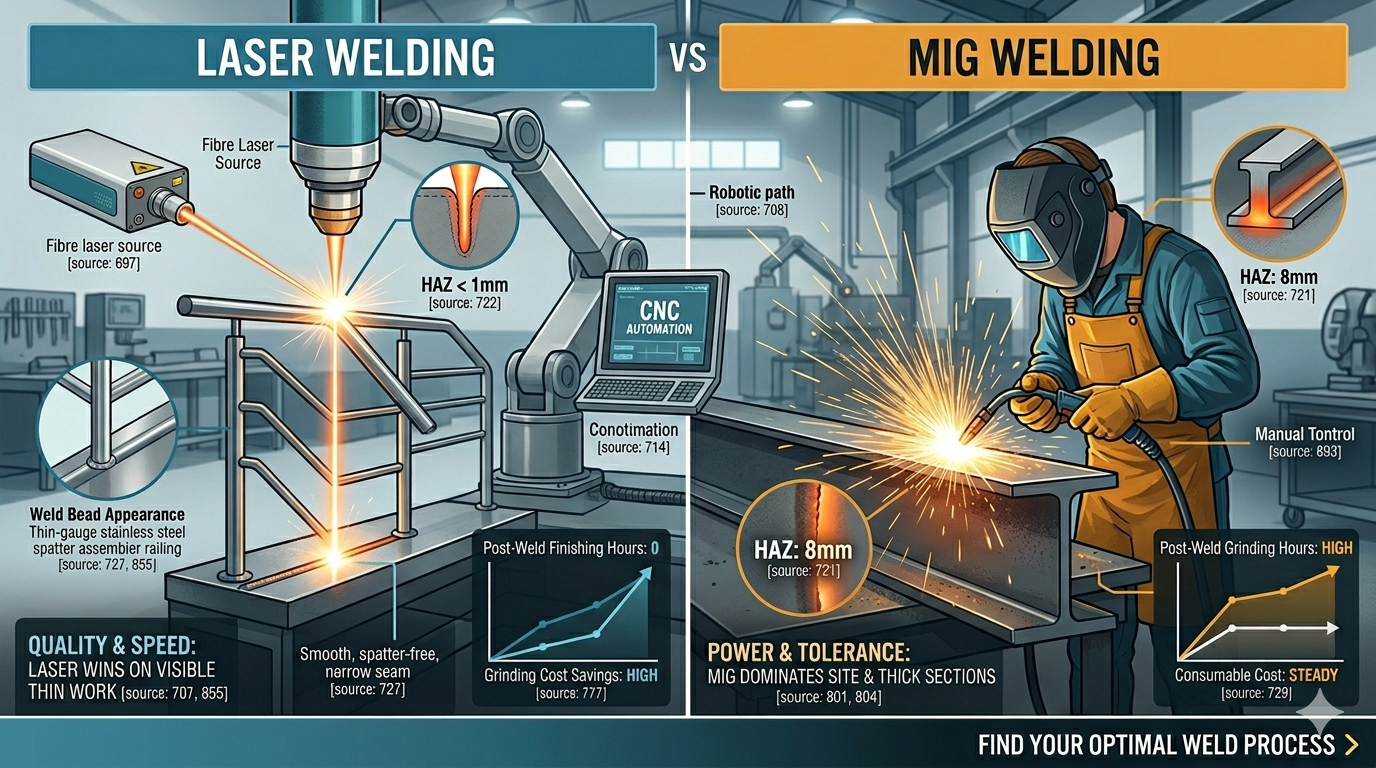
The heat-affected zone (HAZ) is the area of metal adjacent to the weld that is altered by the heat of the welding process without melting. In MIG welding, the HAZ can extend 3mm to 8mm either side of the weld centre. In laser welding, it is typically less than 1mm. This matters because a large HAZ causes residual stress, grain growth in the steel, and most visibly, distortion of the parts being welded.
Weld Bead Appearance
A MIG weld bead is wide, convex, and typically surrounded by spatter — small solidified droplets of weld metal expelled from the pool. On structural work that will be painted and hidden, this is acceptable. On visible work — railings, architectural metalwork, exposed frames — the spatter must be ground off before the weld is acceptable. A laser weld bead is narrow, smooth, and virtually spatter-free — it comes off the machine ready for powder coating or painting without intermediate finishing.
Post-Weld Finishing
This is where MIG welding carries a hidden cost that fabricators often underestimate. Every MIG-welded joint on a visible surface requires grinding with an angle grinder — removing spatter, dressing the bead, and blending the weld into the parent metal. On a railing assembly with dozens of joints, this grinding can add hours to the production time. Laser welding eliminates this step entirely on material below 6mm.
Penetration Depth
In keyhole mode, a laser weld achieves full penetration on medium-gauge steel in a single pass. A MIG weld on the same material may require two or three passes to achieve equivalent penetration — each pass adding heat input, time, and distortion risk.
Speed
On thin stainless steel (1mm–3mm), laser welding operates at several metres per minute — two to five times faster than TIG welding on the same material, and comparable to or faster than MIG at equivalent joint quality. On thicker mild steel where MIG is at its best, the speed advantage narrows — but laser welding’s elimination of post-weld finishing means the total production time per joint is still typically lower.
5. Head-to-Head Comparison Table
The table below covers every factor relevant to a construction fabrication shop’s welding decision. The verdict column reflects the clear winner on each factor — some factors have no single winner because the answer depends on the specific application.
| Factor | Laser Welding | MIG Welding | Verdict |
| Welding Speed | Very Fast | Fast | Laser |
| Heat-Affected Zone | Very Narrow (<1mm) | Wide (3–8mm) | Laser |
| Distortion (thin metal) | Minimal | Moderate to High | Laser |
| Weld Bead Appearance | Smooth, consistent | Rough, spatter present | Laser |
| Post-Weld Grinding | Rarely needed | Frequently needed | Laser |
| Penetration Depth | Deep (keyhole mode) | Medium | Laser |
| Spatter | Minimal | Common | Laser |
| Thick Section (>10mm) | Limited | Excellent | MIG |
| Material Range | Mild, SS, Al, Galv. | Very Wide | MIG |
| Site / Positional Weld | Factory only | All positions | MIG |
| Equipment Cost | High | Low to Medium | MIG |
| Skill Required | Low (CNC-driven) | Medium to High | Laser |
| Automation Readiness | Excellent | Partial (robotic MIG) | Laser |
| Stainless Steel | Excellent | Good (with issues) | Laser |
| Gap-Filling Ability | Poor (tight fit needed) | Good | MIG |
Key Insight: The table shows laser welding winning on most quality and productivity factors, and MIG winning on equipment cost, thick section capability, and site flexibility. These are not weaknesses to be engineered away — they are the genuine boundaries of each process.
6. Laser Welding vs MIG Welding on Specific Construction Applications
The comparison changes depending on the application. Here is how the two methods perform on the most common construction fabrication welding jobs.
Structural Frame Joints
For primary structural frame joints in mild steel hollow sections — the core work of a construction fabrication shop — both methods are viable. MIG welding is faster to set up for irregular joint geometries and handles the gap-filling that often occurs when cut ends are not perfectly fitted. Laser welding is faster in operation and produces a cleaner joint, but requires tighter fit-up — which is where tube laser cutting becomes part of the equation.
When structural profiles are cut on a tube laser machine, the fit-up precision is sufficient for laser welding without additional preparation. For more on this connection, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
MIG Wins: MIG is more tolerant of variable fit-up on structural frame joints. Laser wins when fit-up quality is controlled by tube laser cutting upstream.
Railing and Balustrade Assemblies
This is the application where laser welding delivers its clearest advantage in construction fabrication. Railing joints are visible, finished to a high standard, and often made from stainless steel or powder-coated mild steel. MIG-welded railing joints require grinding, polishing, and careful surface preparation before finishing — adding 20 to 40 minutes of labour per assembly. Laser-welded railing joints come off the fixture smooth and ready for finishing.
Laser Wins: Laser welding wins clearly on railing and balustrade work — the post-weld finishing elimination alone justifies the machine investment for shops specialising in this work.
Thin Stainless Steel Panels and Cladding
MIG welding on thin stainless steel (below 2mm) is difficult — burn-through and distortion are constant risks, and the heat discolouration from MIG on stainless requires aggressive cleaning before the surface is acceptable. Laser welding handles thin stainless cleanly and quickly, with no discolouration and no burn-through risk when parameters are correctly set.
Laser Wins: Laser welding wins decisively on thin stainless steel — MIG is not the right process for this material at these thicknesses.
Hollow Section Tube Assemblies
Tube assemblies — frames, supports, furniture, and architectural steelwork made from SHS and RHS — are a growing segment of construction fabrication. Laser welding handles the flat face-to-face joints of hollow sections cleanly and quickly. For corner joints and internal access welds, MIG is more flexible.
Laser Wins: Laser wins on face-to-face and overlap joints in hollow section assemblies. MIG retains the advantage on corner joints and internal welds where laser access is limited.
Thick Structural Plate Connections
For heavy structural connections — base plates, moment connections, heavy gussets — MIG welding (and flux-core arc welding) remain the practical choice. Laser welding on material above 10mm requires very high power and is not economical for most construction fabrication shops.
MIG Wins: MIG wins on thick structural plate connections above 10mm. This is not a competition — it is the genuine boundary of laser welding’s current capability.
7. The Post-Weld Finishing Question — Where the Hidden Cost Lies
Post-weld finishing is the most underestimated cost in MIG welding for construction fabrication — and the most straightforward saving that laser welding delivers.
How Much Grinding Time Does MIG Welding Actually Generate?
For a typical railing assembly with 30 welded joints — posts, balusters, top rail connections — each joint requiring 10 minutes of grinding and dressing before it is acceptable for powder coating, the total finishing time is five hours. On a shop rate of INR 500 per hour for a skilled finisher, that is INR 2,500 in finishing labour per assembly, before abrasive cost.
Across a month’s production of 40 such assemblies, finishing labour alone costs INR 1,00,000. This is money spent correcting the inherent limitations of the MIG process — not adding value to the product.
What Laser Welding Changes
A laser-welded railing assembly with the same 30 joints requires no post-weld grinding. The joints come off the fixture smooth and can go directly to the powder coating line. The five hours of finishing time per assembly becomes zero. The INR 1,00,000 monthly finishing cost becomes a saving.
The Broader Point
Post-weld finishing is not an exceptional cost — it is a routine cost embedded in the production of every MIG-welded visible assembly. Fabricators who have been doing it for years often do not notice it as a separate cost because it is simply part of how the shop works. Laser welding makes it visible by removing it.
For a full explanation of how laser welding achieves this quality on construction metal parts, read How Laser Welding Supports Strong and Clean Metal Fabrication.
8. Distortion and Warping — Why It Matters in Construction Fabrication
Heat distortion is one of the most persistent quality problems in MIG welding of thin and medium gauge structural parts — and one of the least visible until it creates a problem on site.
How Heat Input Causes Distortion
When metal is heated unevenly — as it is in any welding process — it expands on the heated side and contracts as it cools. If the heat is concentrated (as in MIG welding with its wide HAZ), the contraction on cooling pulls the part out of flat. On thin plate (below 4mm), this can be visible and significant — panels that bow, frames that twist, and assemblies that no longer fit together at the connection points.
The Consequences in Construction Fabrication
A structural panel that has distorted after welding must be straightened before it can be installed — either by heat straightening, mechanical pressing, or grinding down the high spots. All of these are additional operations that add cost and time. If the distortion is not corrected and the panel is installed anyway, the misalignment shows in the finished structure.
How Laser Welding’s Narrow HAZ Addresses This
Laser welding’s heat-affected zone is typically less than 1mm wide. The amount of energy deposited in the surrounding metal is so small that thermal distortion is negligible on material below 6mm. Panels, frames, and assemblies welded by laser come off the fixture flat and straight — no straightening required.
Where This Matters Most
The applications where distortion is most costly in construction fabrication are architectural metalwork and railings where visual flatness matters, thin-gauge cladding panels for commercial buildings, precision structural assemblies where dimensional tolerance is tight, and stainless steel work where distortion is both visible and difficult to correct without damaging the surface.
9. Automation — The Multiplier That Changes the Calculation
When evaluating laser welding vs MIG welding, the comparison between manual processes misses the most important long-term advantage of laser welding: it is a natural fit for automation in a way that MIG is not.
Why MIG Welding Automation Is Difficult
Robotic MIG welding systems exist and are used in high-volume automotive manufacturing. But they are expensive, require precise and consistent part positioning, and are difficult to programme for the variety of joint types that a construction fabrication shop produces. Most construction fabricators who have investigated robotic MIG welding have found the programming complexity and fixture cost to be prohibitive for their mix of work.
Why Laser Welding Integrates More Naturally with Automation
A laser welding head is a compact, lightweight device that moves precisely under CNC control. Programming a weld path is similar to programming a cutting path — once a part is drawn in CAD, the weld path is derived from the same geometry. The result is that a new part can be programmed for laser welding in the same way it is programmed for laser cutting — without the complex fixture engineering that robotic MIG requires.
What Automation Means for a Fabrication Shop
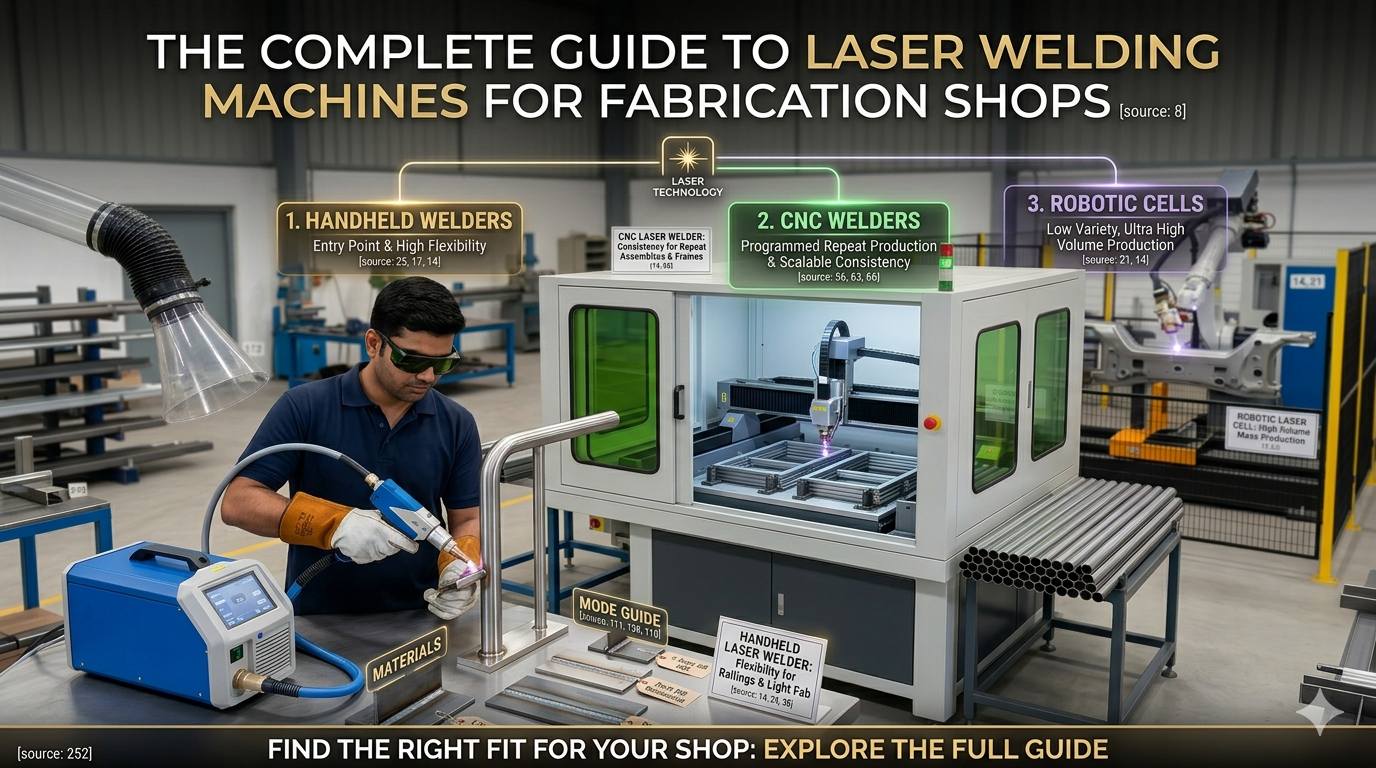
An automated laser welding cell runs without continuous operator supervision. The operator loads parts, starts the program, and the machine welds at speed until the batch is complete. This allows a single operator to supervise multiple machines, and allows night-shift running without additional staffing. For a high-volume fabrication shop, this automation advantage compounds significantly over a year.
For guidance on laser welding machine configurations for fabrication shops — including handheld, CNC, and robotic options — read Laser Welding Machine for Metal Fabrication Shops.
10. Cost Comparison — Equipment, Running Cost, and Total Cost per Weld
The equipment cost gap between laser welding and MIG welding is real and significant. But it is not the whole cost picture — and for shops with sufficient volume, the total cost per weld over the machine’s working life often favours laser.
| Cost Factor | Laser Welding | MIG Welding |
| Machine / Equipment Cost | High (INR 15–50L+) | Low–Medium (INR 1–5L) |
| Consumables per Weld | Very Low | Ongoing (wire, tips, gas) |
| Operator Labour per Joint | Low (automated path) | Higher (skilled operator) |
| Post-Weld Finishing Labour | Minimal | Significant on visible welds |
| Throughput (joints/shift) | High | Medium |
| Rework / Reject Rate | Low (consistent quality) | Variable (skill-dependent) |
| 5-Year Cost per Weld | Lower at medium-high volume | Lower at low volume |
At What Volume Does Laser Become Cheaper per Weld?
The crossover point — where the laser machine’s higher capital cost is offset by its lower running cost and labour saving — depends on the specific work and shop rates. For a railing shop producing high volumes of stainless or mild steel assemblies with visible welds, the crossover is typically reached within 18 to 30 months. For a structural shop doing primarily thick section work where MIG is the right process, the laser machine may never reach crossover on welding alone — though the cutting capability may justify it independently.
Key Insight: Calculate the crossover for your own shop: monthly post-weld finishing cost (labour + abrasives) + monthly consumables saving = monthly operating saving from laser. Divide the net machine cost by the monthly saving to get the payback period in months.
11. When MIG Welding Is Still the Right Choice
An honest comparison acknowledges that MIG welding is not being replaced by laser welding — it is being complemented by it. For specific applications and shop situations, MIG remains the right tool.
- Thick structural sections above 10mm: MIG and flux-core arc welding dominate heavy structural connections. The deposition rate and penetration capability of MIG at these thicknesses is not matched by laser welding at standard machine power levels.
- Site welding: Laser welding is a factory process that requires a controlled environment, precise fixturing, and shielding gas. MIG welding can be done on a construction site, in any position, in imperfect conditions. For any welding that happens after the structure leaves the fabrication shop, MIG is the only practical option.
- Low capital budget: A MIG welder costs a fraction of a laser welding machine. For a small fabrication shop where the volume of visible or thin-gauge work does not justify the investment, MIG remains the economically sensible choice.
- Highly variable joint geometry: MIG welding handles irregular joint geometries — awkward angles, variable gap widths, complex spatial configurations — more flexibly than laser welding, which requires consistent, tight fit-up and a programmable path.
- All-position welding: Overhead welding, vertical welding, and positional joints are standard for MIG. Laser welding is primarily suited to flat and horizontal positions in a factory environment.
12. When Laser Welding Is the Right Choice for Construction Fabrication
Laser welding delivers its clearest advantages in specific production scenarios. If your shop matches these criteria, the investment case is straightforward.
- Thin to medium gauge work up to 6mm: This is laser welding’s strongest range. Distortion elimination, speed advantage, and post-weld finishing removal are all most significant here.
- High-volume repeat assemblies: The automation advantage of laser welding is most valuable when the same assembly is produced many times. Programming the weld path once and running it thousands of times delivers the maximum ROI.
- Visible welds — railings, architectural metalwork, exposed frames: If the weld is visible in the finished product and must be finished to a high standard, laser welding’s clean bead eliminates the grinding step that MIG requires.
- Stainless steel fabrication: Laser welding on stainless steel produces no dis colouration, no distortion on thin gauge, and no contamination risk from MIG spatter landing on food-contact or hygiene-critical surfaces.
- Shops competing on quality in premium markets: A laser-welded joint is a visible quality marker to a sophisticated buyer. For fabricators supplying architectural and premium construction clients, the quality difference is a commercial differentiator.
For machine selection guidance for your specific shop, read Laser Welding Machine for Metal Fabrication Shops.
13. Conclusion
MIG welding and laser welding are not competing processes — they are complementary ones. The fabrication shop that understands which process belongs on which job is the shop that produces the best quality at the lowest total cost.
For thick structural plate, site welding, and low-capital-budget situations: MIG welding is the right tool, and it will remain so for the foreseeable future.
For thin to medium gauge work, visible welds, high-volume repeat assemblies, and stainless steel fabrication: laser welding delivers quality, speed, and post-weld finishing elimination that MIG cannot match — and the economics justify the investment for any shop with sufficient volume in these applications.
The best-equipped construction fabrication shops of the next decade will run both. The decision this article helps you make is not which one to keep and which to discard — it is whether adding laser welding to a shop that already runs MIG makes commercial sense for your specific production mix.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…