A Supporting Blog- Laser Cutting and Marking Machines for Construction

1. Introduction
Laser welding machines are no longer exclusively for large automotive plants and aerospace manufacturers. They are now a practical and increasingly common investment for mid-size and small metal fabrication shops across construction, kitchenware, and industrial manufacturing.
The shift has been driven by two developments: the arrival of handheld laser welding systems that bring the technology within reach of small fabrication shops at a fraction of the cost of earlier systems, and the growing demand from construction clients, architects, and OEM buyers for weld quality that conventional MIG welding cannot reliably deliver on thin and medium gauge metal.
This guide is written for fabrication shop owners, production managers, and equipment buyers who are evaluating laser welding machines — whether for the first time or as an upgrade from an existing welding process. It covers the three machine types available, the specifications that matter, material and thickness guidance, workshop requirements, cost, and the questions to ask every supplier before buying.
This guide focuses on the machine itself. For an explanation of how laser welding works and how it compares to MIG welding in a fabrication context, read How Laser Welding Supports Strong and Clean Metal Fabrication.
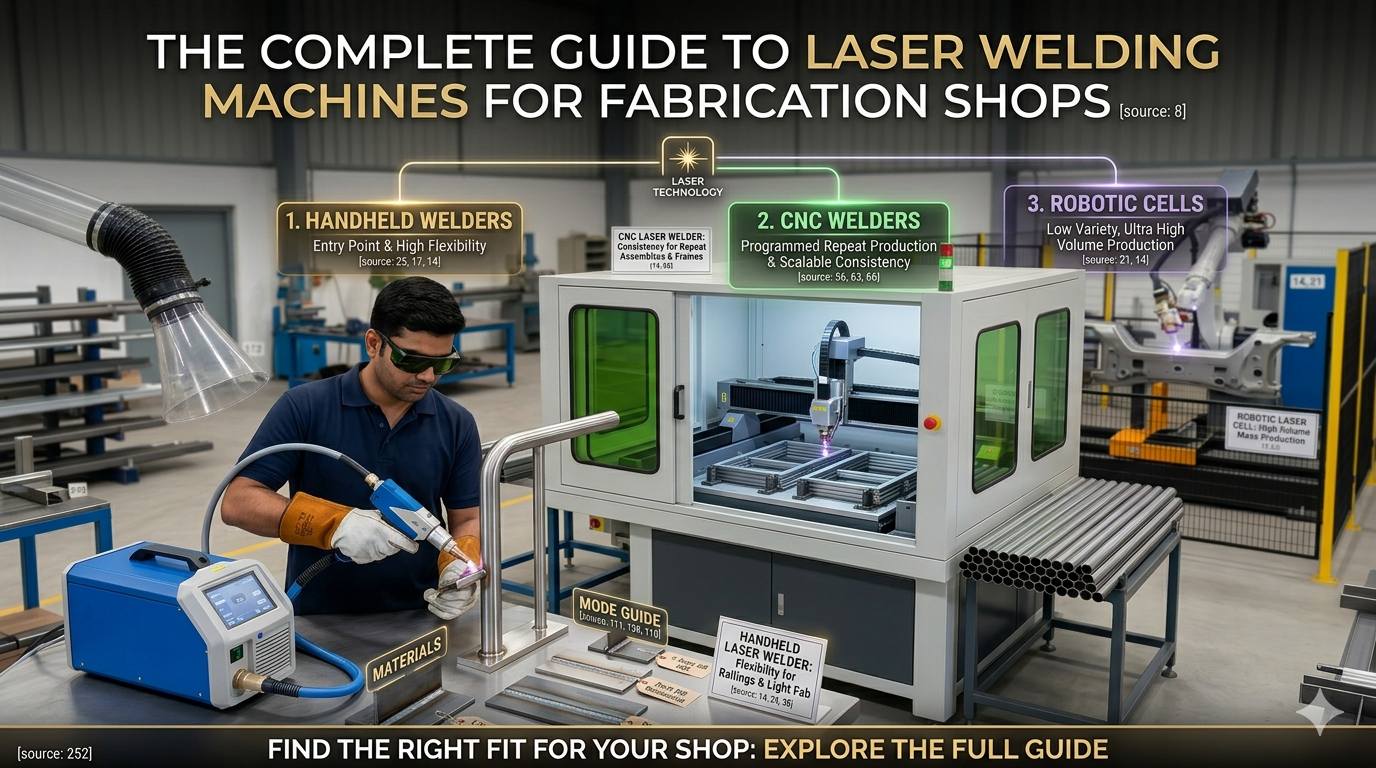
2. The Three Types of Laser Welding Machines — Which One Fits Your Shop
Laser welding machines come in three configurations that suit very different shop sizes, production volumes, and budget levels. Choosing the wrong type is a more expensive mistake than choosing the wrong specification within the right type.
| Factor | Handheld Laser Welder | CNC Laser Welder | Robotic Laser Cell |
| Operator Control | Manual — operator guides head | Programmed — machine follows path | Fully automated |
| Weld Consistency | Good — depends on operator | Excellent — programmed path | Excellent — fully automated |
| Flexibility | Very High — any joint, any angle | Medium — programmed joint types | Low — fixed programs |
| Setup Time | Minimal | Low — load program and run | High — fixture and program |
| Best Volume | Low to medium batches | Medium to high repeat batches | High volume only |
| Capital Cost | Low — entry level | Medium | High |
| Best Application | Railing, stainless, light fab | Frames, panels, repeat assemblies | Automotive, mass production |
| Ideal Shop Size | Small to medium | Medium to large | Large plant |
How to Decide Which Type Fits Your Shop
The decision comes down to three factors: the variety of joint types you weld, the volume of repeat work in your production, and your capital budget.
- High variety, lower volume, limited budget: Handheld laser welding. The operator guides the head to the joint — no programming, no fixturing, immediate productivity on any joint type.
- Medium variety, medium-to-high repeat volume, medium budget: CNC laser welding. Programmed weld paths deliver consistent quality on repeat assemblies at high speed.
- Low variety, very high volume, high budget: Robotic laser welding cell. Fully automated, high throughput, but requires significant investment in fixturing and programming for each product.
Key Insight: For most metal fabrication shops in the construction sector — railing shops, frame fabricators, stainless steel specialists — a handheld laser welding machine at 1.5kW to 2kW is the right starting point. It delivers immediate quality improvement with minimal setup and a manageable investment.
3. Handheld Laser Welding Machines — The Entry Point for Fabrication Shops
Handheld laser welding has changed the entry economics of laser welding for small and mid-size fabrication shops. A machine that previously required a large capital investment and a dedicated automation engineer can now be operated by a trained fabricator with a day’s instruction.
How Handheld Laser Welding Works
The handheld laser welding system consists of a laser source unit (typically floor-standing), a cooling unit (water chiller), and a flexible fibre cable that delivers the laser beam to a handheld welding head. The operator holds the welding head — similar in size and weight to a MIG torch — and guides it along the joint at a controlled speed. The laser beam fuses the metal at the joint, producing a clean weld bead without the spatter that MIG produces.
Why Handheld Laser Welding Is Different from MIG
In MIG welding, the operator feeds wire into the weld pool and manages the arc distance, torch angle, and travel speed simultaneously — all of which affect weld quality. In handheld laser welding, the operator simply guides the head along the joint at a consistent speed. The laser parameters — power, frequency, spot size — are set by the machine and remain constant. The operator’s job is simpler, and the weld quality is more consistent across operators of different experience levels.
Typical Applications in a Fabrication Shop
- Railing posts and balustrade connections — the most common application for handheld laser welding in construction fabrication
- Stainless steel panel joints — kitchen equipment, food service counters, architectural cladding
- Light structural hollow section joints — SHS and RHS up to 3mm–4mm wall
- Architectural metalwork — visible joints where weld appearance matters
- Sheet metal enclosures and covers — thin mild steel and stainless assemblies
Power Range for Handheld Machines
- 1kW to 1.5kW: Suitable for thin stainless steel up to 2mm and mild steel sheet. The entry-level range for small railing and stainless fabrication shops.
- 1.5kW to 2kW: The most common range for construction fabrication — handles stainless and mild steel up to 3mm cleanly. Suitable for most railing, balustrade, and light structural joint work.
- 2kW to 3kW: Extended range for medium-gauge mild steel up to 4mm. For shops doing both light structural and heavier hollow section welding from a single machine.
Limitations to Be Aware Of
Handheld laser welding requires the operator to maintain a consistent travel speed and standoff distance. On long straight welds this is easy — on short, complex joints with curves and direction changes, maintaining consistency requires practice. For high-volume repeat production of identical joints, the CNC configuration delivers more consistent results than handheld operation.
Watch Out: Do not buy a handheld laser welding machine expecting it to perform like a CNC system on high-volume repeat production. Handheld is for flexibility and variety — CNC is for volume and consistency. Know which you need before you buy.
4. CNC Laser Welding Machines — For Programmed Repeat Production
A CNC laser welding machine replaces the operator’s hand with a programmed motion system — the weld path is defined in the machine’s controller, and the machine executes it with the same precision on every part in every batch.
How CNC Laser Welding Works
The laser welding head is mounted on a CNC gantry or motion system. The operator loads the part into a fixture, calls up the weld program, and starts the machine. The machine executes the complete weld sequence — following the programmed path, maintaining the correct standoff distance, and applying the correct laser parameters at each point in the joint — without operator intervention. When the sequence is complete, the operator removes the finished part and loads the next.
The Advantage Over Handheld — Consistency at Scale
On a repeat assembly — a railing panel with 30 identical joints, or a structural frame component that is produced 200 times in a batch — CNC laser welding produces every joint to exactly the same quality. There is no fatigue, no variation between the first joint and the last, and no dependence on which operator is running the machine on which shift. This consistency is what makes CNC laser welding the right choice for medium-to-high volume fabrication shops.
Integration with Tube Laser Cutting
CNC laser welding delivers its highest value when it is paired with tube laser cutting upstream. Tube laser cutting produces profile ends and connection features to tight tolerances — typically within 0.1mm. These tight-tolerance parts arrive at the CNC laser welding station with fit-up that is already correct. The welding machine executes the programmed joint without fit-up adjustment, and the finished weld requires no post-weld finishing.
For a full explanation of how tube laser cutting creates the fit-up quality that enables this workflow, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
Who Should Buy a CNC Laser Welding Machine
- Frame fabricators producing repeat structural assemblies in medium-to-high volume
- PEB manufacturers welding primary and secondary framing member connections
- Door and panel manufacturers producing identical sheet metal assemblies in volume
- Fabrication shops that have already invested in tube laser cutting and want to extend the precision workflow into welding
5. Key Machine Specifications — What to Evaluate Before Buying
Laser welding machine specifications determine what materials the machine handles, what quality it produces, and how it fits into your workshop. Here is what matters and what to ask.
Laser Source Type
Fibre laser: The current standard for metal welding. Produces a beam at 1064nm wavelength that is absorbed efficiently by steel, stainless steel, and aluminium. High efficiency, low maintenance, long service life (typically 100,000 hours for the laser source). For construction metal fabrication, a fibre laser source is the correct choice.
Diode laser: Lower cost but lower beam quality than fibre. Suitable for thin sheet welding and heat-treating applications. Less suited to the structural and visible weld applications that dominate construction fabrication.
Laser Power
Power determines the maximum material thickness the machine welds cleanly and the speed at which it operates. The table in Section 6 maps power to material and thickness. The general guidance: buy one power tier above your current maximum thickness requirement to ensure edge quality and headroom for growth.
Beam Delivery — Fibre Cable Length and Flexibility
In handheld systems, the laser beam is delivered from the source unit to the welding head via a flexible fibre cable. Cable length determines how far the operator can move from the source unit — important for large assemblies that cannot be brought close to the machine. Standard cable lengths are 5m to 10m. For large structural assemblies, confirm the cable length covers your largest workpiece comfortably.
Welding Head
The welding head determines the beam characteristics at the weld point. Key parameters include oscillation width (the beam can be oscillated left and right to produce a wider bead — useful for bridging larger gaps), focal distance (the standoff distance between the head and the work surface), and spot size (smaller spots produce higher energy density and deeper penetration; larger spots produce wider, shallower beads).
Cooling System
High-power laser welding generates significant heat in the laser source and optical components. A water-cooling chiller is required for any machine above 1kW. The chiller must be sized for the machine’s power and duty cycle — an undersized chiller causes thermal shutdown during production runs. Confirm the chiller capacity and duty cycle rating before purchasing.
Shielding Gas
Argon: The most common shielding gas for laser welding. Produces clean, consistent welds on stainless steel and aluminium. Slightly lower penetration than nitrogen on mild steel.
Nitrogen: Used for mild steel welding where a slight oxide layer on the weld surface is acceptable. Lower cost than argon. Not suitable for stainless steel — causes surface discolouration.
Gas flow rate and nozzle design affect shielding effectiveness. Confirm that the machine’s welding head nozzle is compatible with your shielding gas requirement and that the flow rate is controllable.
6. Materials and Thickness Range — What the Machine Must Handle
The power and configuration of the laser welding machine must match the materials and thicknesses you actually weld — not the thinnest material on your occasional jobs, but the full range of your regular production.
| Laser Power | Material | Max Thickness | Mode | Typical Application |
| 1kW – 1.5kW | Stainless steel | Up to 2mm | Conduction | Kitchen equipment, thin panels |
| 1kW – 1.5kW | Mild steel | Up to 2mm | Conduction | Light sheet assemblies |
| 1.5kW – 2kW | Stainless steel | Up to 3mm | Conduction | Railing, balustrades, cladding |
| 1.5kW – 2kW | Mild steel | Up to 3mm | Conduction/KH | Light structural joints |
| 2kW – 3kW | Mild steel | Up to 4mm | Keyhole | Frame joints, hollow section |
| 2kW – 3kW | Stainless steel | Up to 4mm | Keyhole | Commercial kitchen, visible welds |
| 3kW – 4kW | Mild steel | Up to 6mm | Keyhole | Structural hollow section joints |
| 4kW – 6kW | Mild steel | Up to 8mm | Keyhole | Medium structural fabrication |
| 4kW – 6kW | Aluminium | Up to 6mm | Keyhole | Lightweight structural work |
Mild Steel
Mild steel is the primary material in construction fabrication. Laser welding on mild steel produces clean, strong joints on material up to 6mm with 3kW to 4kW of power. Above 6mm, keyhole mode welding at higher power is required — and for very thick structural sections above 10mm, MIG welding remains the practical choice. Assist gas for mild steel welding is typically nitrogen or compressed air.
Stainless Steel
Stainless steel is where laser welding delivers its most compelling quality advantage over MIG. MIG welding on stainless causes heat discolouration, distortion on thin gauge, and a rough surface that requires polishing. Laser welding on stainless — in conduction mode for thin sheet and keyhole mode for thicker gauge — produces a smooth, oxide-free surface that requires no post-weld treatment on material up to 3mm. Shielding gas for stainless must be argon — nitrogen causes surface oxidation.
Aluminium
Aluminium presents specific challenges for laser welding: high reflectivity, high thermal conductivity, and sensitivity to contamination. Fibre laser wavelength is better absorbed by aluminium than CO2, making fibre laser the correct choice. Aluminium welding requires precise parameter control and clean surface preparation. Shielding gas must be pure argon. For aluminium structural work in construction, laser welding is viable on material up to 6mm with 4kW to 6kW of power.
Galvanised Steel
Galvanised steel presents a zinc vapour challenge in laser welding — the zinc coating vaporises ahead of the weld pool, creating porosity in the weld if not managed. Parameter adjustment (reduced power density, oscillation mode) and effective fume extraction address this. Confirm with the supplier that the machine’s parameters support galvanised steel welding before purchasing if this is a material in your production.
7. Weld Quality — What to Expect and How to Evaluate It
Before committing to a laser welding machine purchase, you need to evaluate the weld quality it produces on your specific materials and joint types — not on the supplier’s demonstration pieces.
What a Good Laser Weld Looks Like
A quality laser weld on mild steel or stainless steel should be: narrow (typically 1mm to 3mm wide depending on mode and power), consistent in width along the full joint length, smooth on the surface with no spatter, free of undercut at the edges, and visually straight. On stainless steel in conduction mode, the weld should show no heat discolouration beyond a very narrow band either side of the bead.
How to Evaluate Weld Quality at a Supplier Demonstration
- Bring samples of your actual materials — mild steel and stainless steel at your typical thicknesses
- Ask the supplier to weld a joint on your sample material while you observe
- Examine the bead width, surface finish, and straightness — compare to your current MIG weld quality
- Ask to see a cross-section cut of the weld — evaluate penetration depth and fusion quality
- Ask for the welding parameters used — power, speed, oscillation — so you can reproduce them on the delivered machine
Conduction Mode vs Keyhole Mode
Conduction mode welds have a wider, shallower bead — suitable for thin material and visible surface joints where appearance matters more than penetration depth. Keyhole mode welds have a narrow, deep bead — suitable for structural joints where full penetration is required. Understanding which mode the machine uses for your application helps you evaluate whether the weld quality you see in the demonstration is relevant to your production.
Weld Quality for Certified Structural Fabrication
If your fabrication shop supplies certified structural components — work subject to weld inspection or third-party quality audit — the laser welding machine’s output must consistently produce welds that pass the applicable standard. Ask the supplier for certification test results on the machine’s weld quality and whether the machine has been used in certified structural fabrication environments.
For a direct comparison of laser weld quality vs MIG weld quality on construction metal parts, read Laser Welding vs MIG Welding for Construction Metal Parts.
8. Integration with Laser Cutting — How the Two Machines Work Together
A laser welding machine delivers its maximum value in a fabrication shop that also runs laser cutting — because the precision of laser cutting creates the conditions that allow laser welding to perform at its best.
Why Fit-Up Quality Determines Weld Quality
Laser welding requires tight joint fit-up — ideally less than 0.2mm gap between the parts being joined. If the gap is larger than this, the laser beam passes through rather than fusing the joint, resulting in a poor weld or no weld. Laser-cut parts arrive at the welding station with edge quality and dimensional accuracy that creates this tight fit-up automatically. Parts cut by plasma or manual methods often require gap adjustment before laser welding is possible.
The Integrated Production Sequence
In a shop running both tube laser cutting and laser welding, the production sequence for a structural assembly looks like this: the structural profile is loaded into the tube laser machine, all cuts, holes, and end profiles are produced in a single operation, the finished parts move directly to the laser welding station with correct fit-up already achieved, the CNC laser welder executes the programmed weld sequence, and the finished assembly comes off the welding station clean and ready for finishing or painting — with no grinding, no dressing, no rework.
The Quality and Speed Advantage
A fabrication shop running this integrated workflow produces better quality at higher speed than a shop running traditional cutting and MIG welding. The quality advantage comes from precision at every stage — laser-cut parts, precisely fitted, precisely welded. The speed advantage comes from eliminating the manual operations between stages — no grinding before welding, no grinding after welding, no fitting and refitting.
For guidance on tube laser cutting machines that complement laser welding in a construction fabrication workflow, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
9. Safety, Ventilation, and Workshop Requirements
Installing a laser welding machine in a fabrication shop requires attention to safety, electrical infrastructure, and floor space — requirements that are often not fully communicated until after a purchase decision has been made.
Laser Safety Class
Industrial laser welding machines are Class 4 laser devices — the highest hazard classification. The laser beam and its reflections can cause immediate eye injury and skin burns. Machine manufacturers address this through enclosed welding zones (for CNC machines) or through laser-safe viewing filters and operator training (for handheld systems). Ensure that the machine’s safety enclosure or operator safety provisions meet the applicable Indian standards before installation.
Fume Extraction
Laser welding produces metal fumes and vapours — particularly when welding galvanised steel, stainless steel, or aluminium. These fumes are hazardous if inhaled. A dedicated fume extraction system — either a portable extraction unit positioned at the weld zone or a fixed extraction system integrated into the machine enclosure — is mandatory. Confirm the extraction requirement with the supplier and ensure the system is installed before the machine goes into production.
Electrical Supply Requirements
Laser welding machines require three-phase electrical supply. Power draw depends on machine power: a 2kW laser welding system typically draws 8kW to 12kW of electrical power including the chiller. A 4kW system draws 15kW to 20kW. Confirm the electrical supply capacity at your facility before ordering — supply upgrades can add lead time and cost to the installation.
Floor Space and Layout
A handheld laser welding system (source unit + chiller + gas cylinder) requires approximately 2m x 2m of floor space plus working area around the weld station. A CNC laser welding machine requires a larger footprint depending on the gantry size and part handling requirements. Plan the floor layout before installation to ensure adequate clearance for material handling and operator access.
Operator Training and Certification
Laser welding operators require training on laser safety procedures, machine operation, parameter setting, and weld quality assessment. Most suppliers provide initial training as part of the machine purchase. For fabrication shops supplying certified structural components, operator qualification records may be required for audit purposes — confirm this requirement with your quality manager before installation.
Pro Tip: Visit a fabrication shop already running the machine you are evaluating before finalising your purchase. Observe the workflow, ask the operators about the training they received, and assess whether the safety and fume extraction setup matches what your facility can accommodate.
10. After-Sales Support and Consumables — What to Evaluate
A laser welding machine is a production-critical asset. When it is running, it earns. When it stops unexpectedly, the cost is not just the repair — it is the lost production, the delayed delivery, and potentially the rework on welded assemblies that cannot be completed on schedule.
Consumables — Cost and Availability
Laser welding machine consumables include protective lenses (the optical lens that protects the focusing optics from weld spatter — replaced regularly), nozzle assemblies (the gas delivery components at the welding head tip), and shielding gas. Protective lens replacement is the most frequent consumable cost — in a production environment, lenses may need replacement every few days to weeks depending on the application.
Before purchasing, ask the supplier: what is the cost of a replacement protective lens for this machine, where is it sourced, and what is the typical delivery time? A machine whose consumables are imported from overseas with a two-week lead time creates a significant downtime risk.
Service Response Time
For a production-critical machine in a fabrication shop, a service response time of more than 48 hours for a machine-down fault is commercially damaging. Confirm the supplier’s committed response time and whether they have a service engineer based in your region. Ask for this commitment in writing — a verbal assurance at the sales stage is not the same as a contractual service level.
Training Quality
The completeness of operator training determines how quickly your team reaches full productivity — and how well they handle the parameter adjustments and troubleshooting that arise in daily operation. A thorough training programme delivered at your facility on your actual materials is significantly more valuable than generic training at the supplier’s showroom.
Remote Diagnostics
Most modern laser welding machines include remote diagnostic capability — the supplier’s service team can connect to the machine controller remotely to diagnose faults and adjust parameters without a site visit. This resolves many software and parameter issues within hours rather than days. Confirm that this capability is available and included in the support package.
Warranty
A standard warranty for an industrial laser welding machine should cover the laser source, the motion system (for CNC machines), the control electronics, and the cooling system. Consumables are typically excluded. Ask for the warranty terms in writing and confirm what the process is for raising a warranty claim — how quickly does the supplier respond, and who bears the cost of parts and labour during the warranty period?
11. Cost of a Laser Welding Machine — What to Budget
Laser welding machine costs vary significantly by type, power, and configuration. The table below gives realistic price guidance for the Indian market, based on typical machine configurations for fabrication shop use.
| Machine Type | Approx. Price Range (INR) | What Is Included | Best For |
| Handheld Laser Welder 1kW–1.5kW | 8L – 15L | Machine, welding head, chiller, gas kit, basic training | Small shops, railing, stainless |
| Handheld Laser Welder 2kW–3kW | 15L – 25L | Machine, welding head, chiller, gas kit, training | Medium shops, mild steel fab |
| CNC Laser Welder 2kW–4kW | 30L – 60L | Machine, CNC controller, software, installation, training | Repeat production, frame shops |
| CNC Laser Welder 4kW–6kW | 55L – 1Cr+ | Full system, software, integration support | High-volume structural fabrication |
| Robotic Laser Cell 4kW+ | 1Cr – 3Cr+ | Robot, laser, fixtures, programming, commissioning | Large plants, automotive, mass prod |
Total Cost of Ownership — Beyond the Purchase Price
The purchase price is only part of the investment. Budget for: installation and civil works (electrical supply upgrade, fume extraction system installation), initial training, consumable stock (protective lenses, nozzle assemblies, shielding gas supply), and annual maintenance. Total installation and commissioning costs typically add 10% to 20% to the machine purchase price.
How to Calculate the Payback Period
Identify the monthly cost of the operations the laser welding machine will replace or improve: grinding and finishing labour on MIG-welded visible joints, consumable cost on MIG welding (wire, contact tips, gas), rework cost on weld failures, and any throughput gain from faster welding speed. Subtract the monthly machine cost (depreciation or lease payment plus operating cost). The ratio gives you the payback period.
Pro Tip: For a railing and stainless fabrication shop doing 30 railing assemblies per month, each requiring 4 hours of post-weld grinding at INR 500 per hour, the monthly grinding cost is INR 60,000. A handheld laser welding machine at INR 15L acquisition cost with zero grinding requirement pays back from grinding savings alone in 25 months — before counting welding speed improvement and quality gains.
Financing Options
For capital-constrained fabrication shops, lease and hire purchase options allow the machine cost to be spread over 36 to 60 months. In many cases, the monthly labour saving from eliminating post-weld grinding covers the monthly lease payment from the first month of operation — making the machine self-financing. Ask your supplier which financing options they or their financing partners offer.
For a detailed cost comparison between laser welding and MIG welding — including per-weld cost at different production volumes — read Laser Welding vs MIG Welding for Construction Metal Parts.
12. Checklist — Questions to Ask Every Supplier Before Buying
Use this checklist in every supplier conversation. The answers reveal the real difference between suppliers far more clearly than specification sheet comparisons.
About Machine Performance
- Can I see the machine weld my specific materials and joint types — using my actual sample material, not a demonstration piece?
- What are the welding parameters for my material at my thickness — power, speed, oscillation width, focal distance?
- What is the maximum material thickness this machine welds cleanly at rated power — not the theoretical maximum, but the thickness where the weld passes visual inspection?
- What is the cycle time for a weld similar to my typical joint, including fixture loading and unloading?
About Consumables and Running Cost
- What consumables does this machine use, what is the replacement frequency in a production environment, and what is the unit cost?
- Where are consumables sourced in India, and what is the typical delivery time to my facility?
- What is the estimated monthly operating cost at my planned production volume — gas consumption, lens replacement, electricity?
About Support and Service
- What is your service response time for a machine-down fault at my facility, and is this committed in writing?
- Do you have a service engineer based in my region, or is service provided from a distant location?
- Does the machine have remote diagnostic capability, and is this included in the standard support package?
- What training is included in the purchase price, where is it delivered, and how many days does it cover?
About References and Track Record
- Which fabrication shops in India are running this machine in a similar application to mine — can I visit one or speak to them?
- What is the warranty period and what does it cover — laser source, motion system, electronics, cooling?
13. Conclusion
The right laser welding machine for a metal fabrication shop is the one that matches your materials, your joint types, your production volume, and your capital budget — and is properly supported in your region after purchase.
For small railing shops and stainless steel fabricators: a 1.5kW to 2kW handheld fibre laser welding machine is the right entry point. It delivers immediate quality improvement on visible welds, eliminates post-weld grinding on stainless steel, and requires minimal setup or operator specialisation. The investment is modest and the payback from grinding labour reduction is typically achieved within two years.
For medium fabrication shops producing repeat structural assemblies in volume: a 2kW to 4kW CNC laser welding machine delivers the consistency and throughput that handheld operation cannot provide at scale. Combined with tube laser cutting upstream, it creates an integrated precision fabrication workflow that produces better quality at lower cost than any traditional cutting and welding combination.
The shift to laser welding in construction metal fabrication is not a future trend — it is happening now, in shops of all sizes, across the country. The question for any fabrication shop owner is not whether the technology is ready — it is whether now is the right time to make the move.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…

Tube Laser Cutting Machine for PEB and Construction Fabricators
A Supporting Blog — Laser Cutting and Marking Machines for…