A Supporting Blog — Laser Cutting and Marking Machines for Construction
1. Introduction
In metal fabrication, the quality of a weld is not just about the welder — it is about the entire process that leads up to it.
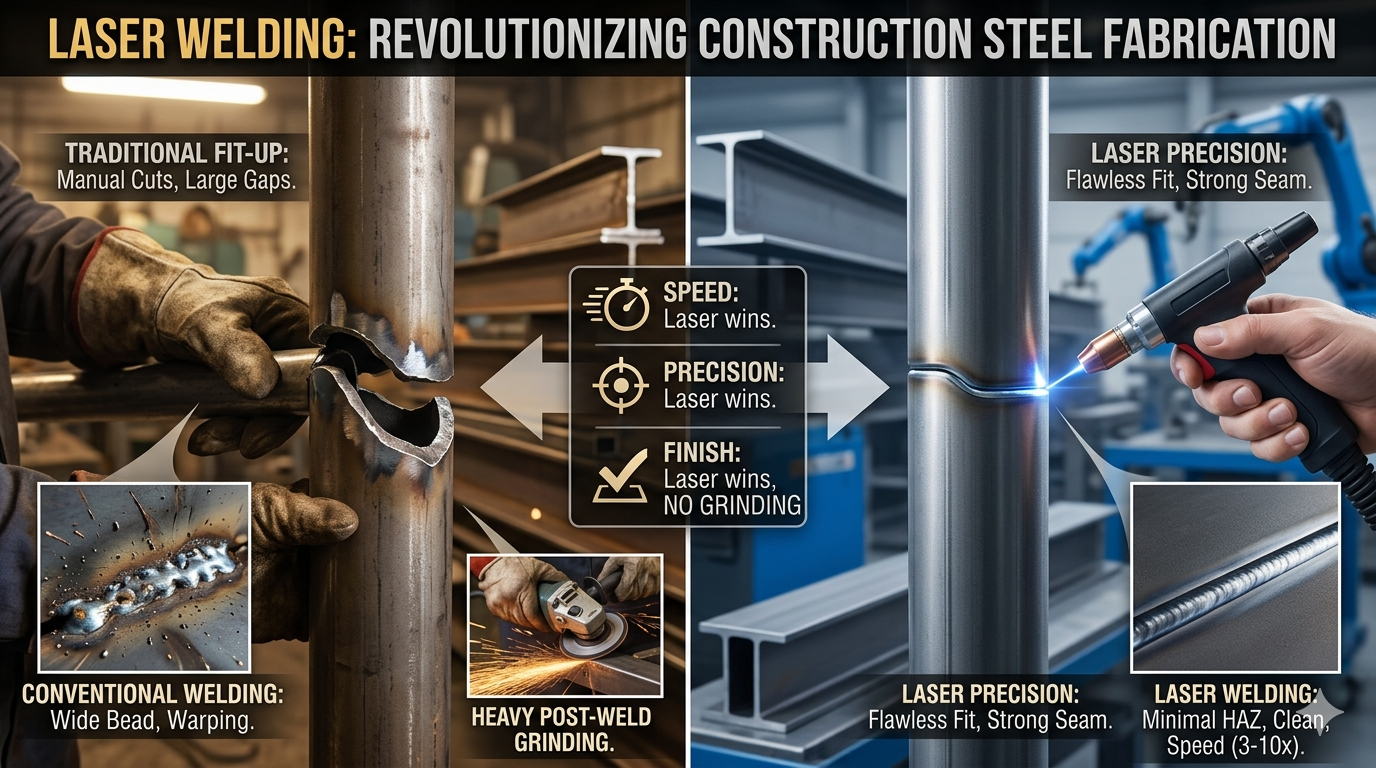
Conventional welding methods — MIG, TIG, stick welding — have served the construction and fabrication industry for decades. But they come with consistent drawbacks: heat distortion that warps thin metal, rough weld beads that need grinding, high consumable costs, and operator skill variability that creates inconsistency across batches.
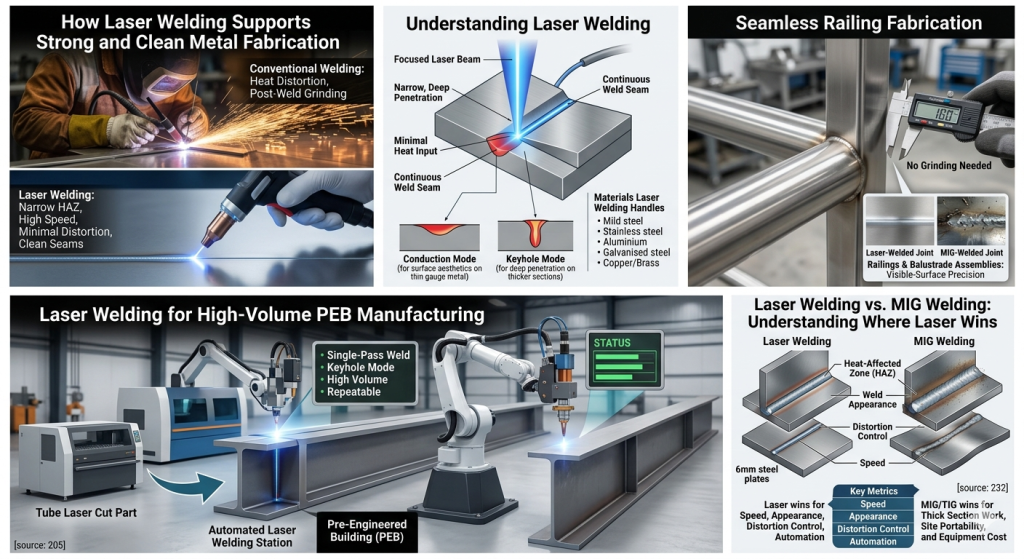
Laser welding addresses all of these problems at once. By focusing a high-intensity laser beam directly onto the joint, it produces welds that are narrower, deeper, faster, and cleaner than arc welding — with a heat-affected zone so small that distortion is almost eliminated.
This article explains how laser welding works, where it delivers the most value in construction and structural metal fabrication, how it compares directly to MIG welding, and what to look for when buying a laser welding machine.
This is a supporting article within the broader guide on laser technology for construction. For the full landscape of laser machines used in construction fabrication, read the Laser Cutting and Marking Machines for Construction — Pillar Blog.
2. What Is Laser Welding and How Does It Work
Laser welding uses a concentrated beam of laser light — typically from a fibre laser source — focused onto the surface of two metal parts at their joint.
The energy density of the beam is high enough to melt the metal almost instantly. As the beam moves along the joint, the melted metal flows together and solidifies, forming a continuous weld seam. Because the beam is so precise, the weld is narrow, the heat input is minimal, and the surrounding material is barely affected.
Two Modes of Laser Welding
Conduction mode: The laser heats the surface and the metal melts and flows together through conduction. Produces a wide, smooth bead. Used for thin gauge metals and visible surface welds where appearance matters.
Keyhole mode: The laser vaporises a narrow channel (keyhole) into the metal, creating deep penetration with a very narrow weld. Used for thicker sections where full penetration is needed in a single pass.
Materials Laser Welding Handles
- Mild steel — the standard for structural and construction fabrication
- Stainless steel — common in kitchen equipment, food processing, and architectural metalwork
- Aluminium — used in lightweight structures, transport, and cladding
- Galvanised steel — with correct parameter settings and shielding gas
- Copper and brass — for specialist industrial and electrical applications
The same fibre laser source used for cutting can, in many machine configurations, be adapted for welding — making laser technology an increasingly integrated part of the modern fabrication shop.
3. Why Weld Quality Starts with Cut Quality
One of the most overlooked factors in welding quality is the condition of the joint before welding begins.
When two metal parts are brought together at a joint, any gap between them must be filled with weld material. Larger gaps mean more filler wire, more heat input, more passes, and a higher risk of defects — porosity, lack of fusion, and excessive distortion. This is why the cut quality of the parts going into a weld matters as much as the welding process itself.
How Laser-Cut Ends Improve Weld Fit-Up
Parts cut by a laser machine — whether a flatbed laser for sheet metal or a tube laser for structural profiles — have edges that are clean, straight, and accurate to within 0.1mm. When two laser-cut ends are brought together, the fit is tight and consistent along the full length of the joint.
This tight fit-up allows the laser welder to run a single, narrow pass with minimal filler addition — producing a strong, clean weld in the shortest possible time. There is no pre-filling, no multi-pass build-up, and no post-weld grinding required in most cases.
The Chain from Cutting to Welding
In a well-configured fabrication shop, tube laser cutting and laser welding work as a connected system. The tube laser produces parts with precise ends, cope cuts, and saddle profiles. Those parts go directly to the welding station, where the fit-up is already correct, and the laser welder completes the joint cleanly and quickly.
To understand how tube laser cutting creates this fit-up quality, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings — which covers how precise profile cuts reduce welding time and improve joint integrity.
4. Key Benefits of Laser Welding for Metal Fabrication
Laser welding is not simply a faster version of MIG welding — it changes the economics and quality outcomes of the welding process in ways that matter specifically to construction and structural fabricators.
Minimal Heat-Affected Zone
The heat-affected zone (HAZ) is the area of metal around a weld that is altered by the heat of the welding process. A large HAZ causes distortion, weakening of the base material, and surface discolouration. Laser welding produces a very narrow HAZ — often less than 1mm wide — which means structural members and thin panels come off the welding station flat, straight, and undistorted.
High Welding Speed
Laser welding operates at significantly higher speeds than MIG or TIG welding for equivalent joint quality. On stainless steel sheet and thin mild steel, laser welding can run at several metres per minute — two to five times faster than TIG on the same material. For high-volume production, this throughput advantage compounds over a working day.
Clean, Visually Appealing Weld Seams
Laser welds produce minimal spatter and a smooth, consistent bead that rarely requires post-weld dressing. For construction applications where the weld is visible — railings, architectural metalwork, staircase stringers — this eliminates the grinding and polishing step that MIG welding almost always requires.
Deep Penetration in a Single Pass
In keyhole mode, laser welding achieves full penetration on medium-gauge steel in a single pass. Multi-pass welding is time-consuming and increases heat input. Single-pass laser welding reduces both, while maintaining joint strength.
CNC Automation and Repeatability
Laser welding heads can be mounted on CNC gantries or robotic arms, programmed to follow a joint path automatically. This makes every weld in a production batch identical — critical for fabricators supplying structural components that are subject to quality inspection and certification.
5. Laser Welding Applications in Construction Fabrication
Laser welding is most valuable in construction fabrication applications where weld appearance, distortion control, or production speed are the primary quality drivers.
Structural Frame Joints and Connection Points
Where two hollow sections or profiles meet at a structural joint, the weld must be strong, consistent, and free from undercut or porosity. Laser welding produces these joints cleanly and quickly, particularly where the parts have been cut on a tube laser and the fit-up is already precise.
Railing and Balustrade Assemblies
Railings and balustrades are high-visibility structural elements where weld appearance matters as much as strength. A MIG-welded railing joint typically requires grinding and polishing before it is acceptable for installation. A laser-welded joint is smooth and consistent straight off the machine — ready for finishing or powder coating without additional dressing.
Staircase Stringers and Landing Brackets
Staircase fabrication involves multiple joints between flat plate, hollow section, and angle iron — often in configurations that are visible after installation. Laser welding handles these joints with the low heat input needed to avoid distorting thin stringer plates, and the seam quality needed for a professional finish.
Sheet Metal Panels, Enclosures, and Cladding Supports
Thin-gauge sheet metal is one of the most challenging materials for conventional welding — burn-through and distortion are constant risks. Laser welding in conduction mode handles thin sheet cleanly, making it suitable for cladding support brackets, electrical enclosures, and architectural panel assemblies used in commercial construction.
6. Laser Welding Applications Beyond Construction
The same laser welding technology used in construction fabrication is equally suited to adjacent manufacturing sectors — making it a versatile investment for shops that serve mixed markets.
Kitchen Equipment and Cooker Body Welding
Cooker bodies, oven casings, exhaust hoods, and burner assemblies are made from thin stainless steel sheet. These components require clean, spatter-free welds on visible surfaces — exactly what laser welding delivers. The low heat input also prevents the discolouration that arc welding causes on stainless steel, reducing the polishing work required before dispatch.
For more on laser cutting and welding in the kitchenware manufacturing sector, read How Laser Cutting Helps Cooker and Kitchen Equipment Manufacturing.
Industrial Enclosures and Machine Housings
Control panels, machine guards, and industrial enclosures are fabricated from sheet steel in high volumes. Laser welding speeds up the production of these components while maintaining the flat, distortion-free surfaces needed for painting and assembly.
Automotive and Transport Fabrication
Chassis components, body panels, and structural reinforcements in the automotive and commercial vehicle sector are increasingly welded by laser — particularly in automated production lines where speed and consistency are critical. Fabrication shops supplying this sector benefit from the same laser welding technology used in construction applications.
7. Laser Welding vs MIG Welding — A Direct Comparison
MIG welding remains the dominant process in most construction fabrication shops. Understanding exactly where laser welding outperforms it — and where MIG still makes sense — is the key to making the right investment decision.
| Factor | Laser Welding | MIG Welding | TIG Welding | Verdict |
| Speed | Very Fast | Fast | Slow | Laser |
| Heat Distortion | Very Low | Moderate | Low | Laser |
| Weld Appearance | Excellent | Good | Excellent | Laser / TIG |
| Penetration Depth | Deep (keyhole) | Medium | Medium | Laser |
| Skill Required | Low (CNC) | Medium | High | Laser |
| Equipment Cost | High | Low-Medium | Medium | MIG |
| Thick Section Work | Limited | Excellent | Good | MIG / TIG |
| Automation Ready | Yes | Partial | Partial | Laser |
| Post-weld Grinding | Rarely needed | Often needed | Sometimes | Laser |
| Spatter | Minimal | Common | Minimal | Laser / TIG |
Where Laser Welding Wins
Laser welding delivers its strongest advantages on thin to medium-gauge metals (up to 6mm), high-volume repeat assemblies, visible-surface welds, and any application where post-weld grinding is a significant cost. It is also the clear choice for automated production lines where repeatability and speed matter more than upfront equipment cost.
Where MIG Welding Still Makes Sense
MIG welding remains the practical choice for thick structural sections (over 10mm), site welding where portability matters, and low-volume jobbing work where the capital cost of a laser welding machine cannot be justified. For most construction fabrication shops, MIG and laser welding are complementary rather than competing — each covering the work the other handles less efficiently.
For a full side-by-side analysis including cost modelling and use-case scenarios, read Laser Welding vs MIG Welding for Construction Metal Parts.
8. What to Look for When Buying a Laser Welding Machine
Laser welding machines vary significantly in configuration, power, and capability. Matching the machine to your actual production requirements avoids both overspending and underperforming.
Laser Source Type
Fibre laser: The current standard for metal welding. High efficiency, low maintenance, long service life, and excellent beam quality. Suitable for steel, stainless steel, and aluminium.
Diode laser: Lower cost, suitable for thin materials and surface welding. Less suited to deep-penetration structural welding.
Power Range
- 1kW–2kW: Suitable for thin sheet metal (up to 3mm), stainless steel kitchen equipment, and light structural work.
- 2kW–4kW: Covers most construction fabrication — hollow section joints, railing assemblies, cladding supports, and medium-gauge mild steel.
- 4kW and above: For thicker structural members, high-speed production lines, and deep-penetration keyhole welding.
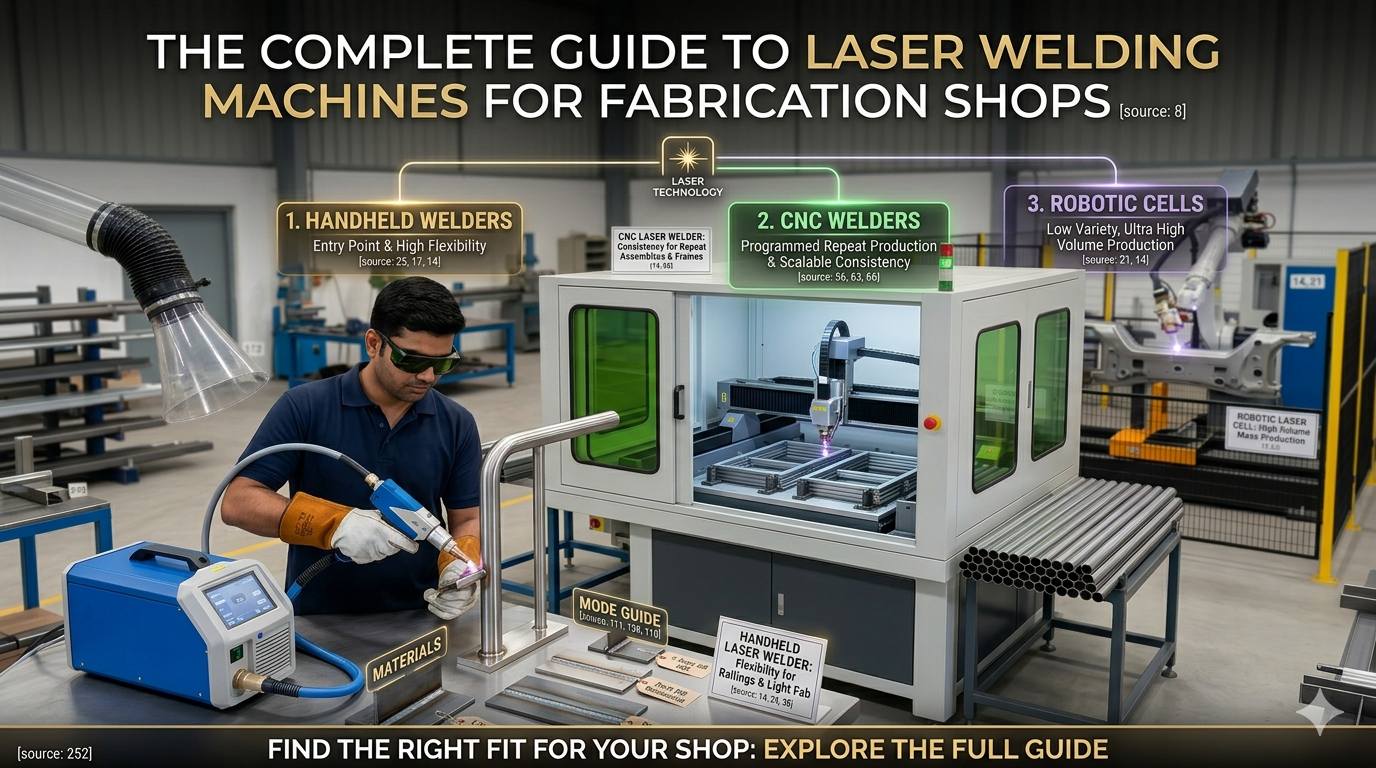
Handheld vs Automated Welding Head
Handheld laser welding systems are increasingly popular for small fabrication shops. They are more flexible and lower cost than fully automated systems, and can weld joints that are awkward for a fixed CNC head. Automated and robotic laser welding systems are suited to high-volume production of repeat assemblies where programming the weld path once and running it thousands of times delivers maximum ROI.
Cooling System
High-power laser welding generates significant heat in the laser source and optics. A water-cooling system is essential for continuous operation. Check the cooling capacity of the system relative to the duty cycle of your planned production runs.
Software and Seam Tracking
For automated laser welding, seam-tracking software uses a sensor to follow the joint path in real time, compensating for small positional errors in the workpiece. This is important for structural fabrication where part tolerances vary slightly between batches.
After-Sales Support and Consumables
- Verify local availability of protective lenses, nozzles, and shielding gas before committing to a supplier
- Check the manufacturer’s service response time and whether trained technicians are based locally
- Ask for references from fabrication shops in similar industries who are already running the machine
For a complete guide to laser welding machine selection for metal fabrication shops — covering specific configurations, brands, and ROI calculations — read Laser Welding Machine for Metal Fabrication Shops.
9. Conclusion
Laser welding is not a replacement for every welding process in a construction fabrication shop — but for the work where it fits, it delivers results that conventional welding simply cannot match.
The combination of minimal distortion, clean weld seams, high speed, and CNC automation makes it the strongest choice for visible structural welds, thin stainless and mild steel fabrication, high-volume repeat assemblies, and any application where post-weld grinding is a significant production cost.
When combined with tube laser cutting upstream, laser welding becomes part of an integrated precision fabrication workflow — where every part arrives at the weld station with the right fit-up, and every weld leaves it clean, strong, and ready for finishing.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…