
A Supporting Blog — Laser Cutting and Marking Machines for Construction
1. Introduction
Every structural fabrication shop reaches a point where the question is unavoidable: is it time to invest in laser cutting, or do the existing methods still make sense?
It is a capital expenditure decision — and like all capital decisions in manufacturing, it deserves an honest, evidence-based answer rather than a sales-driven one. The answer depends on what you cut, how much of it you cut, and what the real cost of cutting is when post-processing, rework, and labour are factored in.
This article compares laser cutting directly against each of the traditional cutting methods used in structural metal fabrication — oxy-fuel, plasma, band saw, waterjet, and mechanical shearing. Each comparison covers cut quality, speed, edge quality, post-processing requirement, and total cost. The goal is to give structural fabricators, PEB manufacturers, and construction contractors the information they need to make the right decision for their shop.
2. What Structural Metal Cutting Actually Requires
Structural fabrication is not simply cutting metal to length. It is producing components that fit together precisely, weld cleanly, pass inspection, and assemble quickly on site.
The materials involved range from thin sheet (3mm) through medium plate (6mm To 20mm) to heavy structural sections (25mm and above). The profiles include flat plate, hollow sections (SHS, RHS, CHS), I-beams, H-sections, channels, and angles. Each material and profile combination presents different cutting requirements.
Why Cut Quality Affects Every Downstream Operation
A poor-quality cut does not stay in the cutting department. Rough edges require grinding before welding — adding labour time and cost. Inaccurate profiles create fit-up gaps at joints — requiring more weld filler, more passes, and more heat input. Dimensionally inaccurate parts fail inspection — requiring rework or scrapping. The cost of a bad cut compounds through every subsequent operation.
The Real Cost of Cutting
Most fabricators think about cutting cost in terms of machine operating cost per hour. The real cost per part includes the machine time, the operator time, the consumable cost, the post-processing time (grinding, deburring, dressing), the rework rate, and the material waste from kerf width and poor nesting. When all of these are included, the comparison between methods often looks very different from a simple machine cost comparison.
Matching Method to Application
No single cutting method is optimal for every structural application. The right comparison is not laser versus everything — it is which method best fits each specific material, thickness, profile type, volume, and quality requirement. That is what this article addresses.
3. Overview of Traditional Cutting Methods in Structural Fabrication
Before comparing methods directly, it is useful to understand where each traditional method is currently used and why it became the standard for that application.
Oxy-fuel (flame) cutting: Uses a mixture of oxygen and fuel gas (acetylene, LPG, or natural gas) to heat the steel to ignition temperature, then a jet of pure oxygen burns through it. The standard method for cutting very thick structural steel plate — above 25mm — because it is low-cost and capable of cutting virtually unlimited thickness. Produces a rough, heat-affected edge with significant slag.
Plasma cutting: Uses an electrically ionised gas jet to melt and blow away the metal. Faster than oxy-fuel on medium plate (6mm–25mm) and capable of cutting stainless steel and aluminium which oxy-fuel cannot. Produces a rough edge with dross (solidified molten metal) that typically requires grinding on structural work.
Band saw and cold saw cutting: Mechanical cutting methods used primarily for cutting structural profiles (hollow sections, I-beams, channels) to length. Produce a good-quality square cut end but cannot produce holes, cope cuts, mitre angles, or complex profiles. Slow compared to laser for any operation beyond simple length cutting.
Waterjet cutting: Uses a high-pressure stream of water mixed with abrasive particles to cut through metal. Produces a high-quality edge with no heat-affected zone — suitable for heat-sensitive materials and very thick plate. Significantly slower and more expensive per cut than laser for standard structural steel applications.
Mechanical shearing and punching: Guillotine shearing produces fast, straight cuts on sheet and thin plate. Turret punching produces holes and simple profiles in medium volumes. Neither method produces complex profiles or curved cuts, and shearing is limited to straight lines.
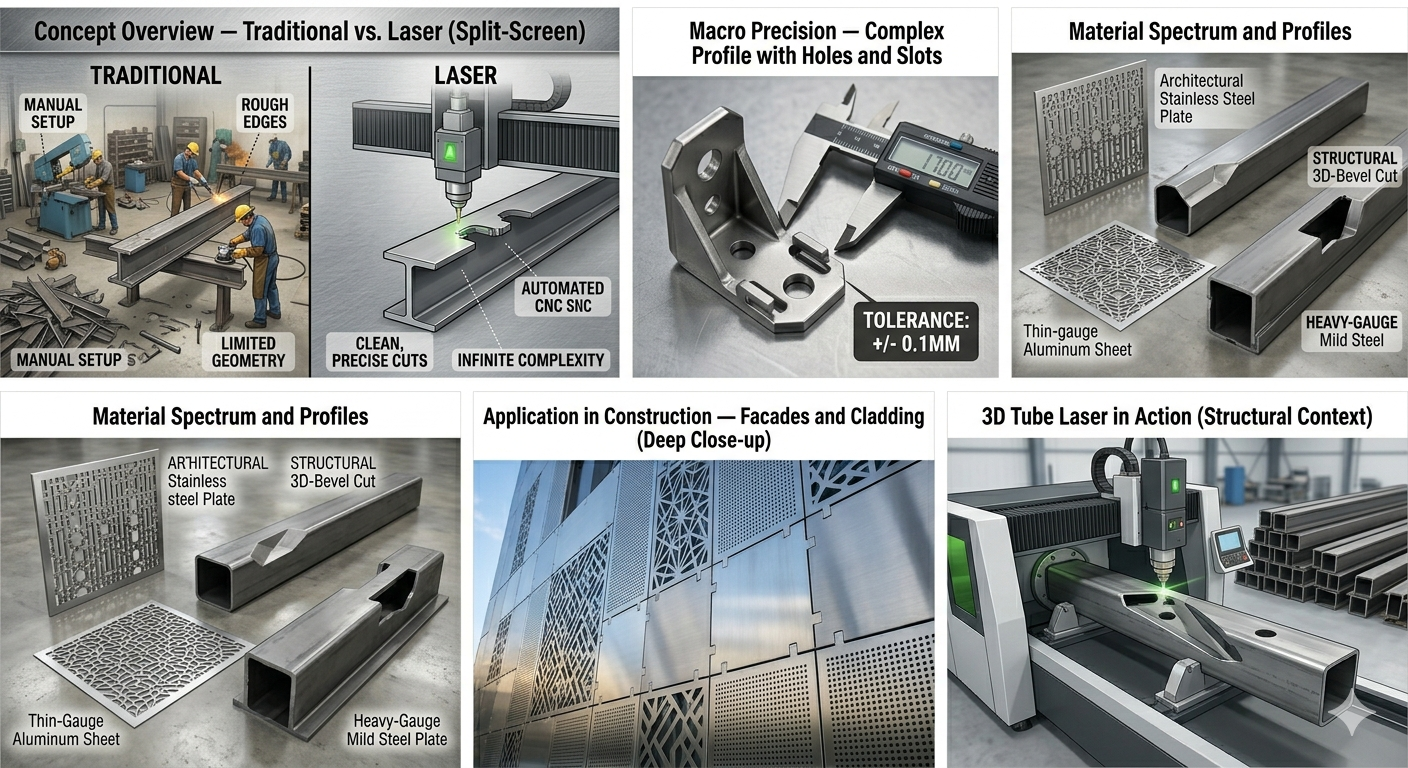
4. How Laser Cutting Works for Structural Metal Parts
A laser cutting machine uses a focused beam of high-powered laser light to melt and vaporise metal along a precisely programmed path.
For flat plate and sheet metal, a flatbed fibre laser machine positions the cutting head above a sheet lying on the cutting bed. The head moves across the sheet following the programmed cut path, with an assist gas (nitrogen or oxygen) clearing the molten metal from the kerf. The result is a cut that follows the programmed profile to within ±0.1mm.
Tube Laser Cutting for Structural Profiles
For structural hollow sections, pipes, I-beams, and channels, a tube laser cutting machine holds the profile in a rotating chuck. The laser head moves along the profile’s length while the chuck rotates it, allowing cuts, holes, slots, cope joints, mitre ends, and saddle profiles to be produced from any angle in a single automated operation.
Materials and Thicknesses
- Mild steel plate: up to 25mm with high-power machines (6kW–12kW and above)
- Stainless steel: up to 12mm–15mm on standard production machines
- Aluminium: up to 10mm–12mm on fibre laser machines
- Structural hollow sections: wall thickness up to 12mm–16mm on tube laser machines
From Drawing to Cut Part — No Manual Marking
The laser cutting program is generated directly from a CAD drawing. The operator loads the program and the sheet — no manual marking, no scribe lines, no templates. Every part in the batch is cut to exactly the same specification as the drawing, with no operator-to-operator variation.
For a detailed explanation of how tube laser cutting works in construction fabrication, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
5. Laser Cutting vs Oxy-Fuel Cutting
Oxy-fuel cutting has been the standard method for cutting thick structural steel plate for decades. It remains relevant for very heavy sections — but its limitations are significant on the plate thicknesses most structural fabricators work with every day.
| Factor | Laser Cutting | Oxy-Fuel Cutting |
| Cut Accuracy | ±0.1mm | ±2–3mm |
| Edge Quality | Clean, smooth | Rough, heavy slag |
| Speed (thin plate) | Very Fast | Slow |
| Speed (thick plate >25mm) | Capable | Fast |
| Post-Processing | Minimal | Always required |
| Stainless / Aluminium | Yes | No |
| Heat Distortion | Low | High |
Where Oxy-Fuel Retains Its Advantage
For structural plate above 25mm — heavy base plates, large gussets, thick column end plates — oxy-fuel cutting remains cost-effective because the machine investment is low and the process handles unlimited thickness. Laser machines capable of cutting plate above 25mm exist but require very high power (15kW+) and significant capital investment.
Where Laser Wins
On everything below 25mm — which covers the vast majority of structural plate work in construction fabrication — laser cutting outperforms oxy-fuel on every quality measure. The edge requires no grinding, the cut is accurate to engineering drawing tolerances, and the heat-affected zone is a fraction of what oxy-fuel produces.
Verdict: Laser wins on all plate up to 25mm. Oxy-fuel retains the advantage only on very thick structural plate above 25mm where laser machine investment is not yet economically justified for most fabricators.
6. Laser Cutting vs Plasma Cutting
Plasma cutting is the most common direct competitor to laser cutting in structural fabrication shops — and the comparison is where the case for laser is strongest.
| Factor | Laser Cutting | Plasma Cutting |
| Cut Accuracy | ±0.1mm | ±0.5–1mm |
| Edge Quality | Clean, smooth | Rough, dross present |
| Speed (thin plate) | Very Fast | Fast |
| Speed (medium plate) | Fast | Medium |
| Post-Processing | Minimal | Often required |
| Stainless Steel | Yes | Yes (with edge issues) |
| Heat Distortion (thin) | Very Low | Moderate |
| Complex Profiles | Yes | Partial |
Edge Quality — The Critical Difference
Plasma cutting produces dross — a layer of solidified molten metal that attaches to the bottom edge of the cut. On structural mild steel, this dross must be knocked off and the edge ground before the part can be welded. On stainless steel, plasma cutting leaves a heat-tinted surface discolouration that is difficult to remove and unacceptable on visible surfaces.
Laser cutting produces a clean edge with no dross on material up to the machine’s rated thickness. The edge goes directly to the welding station — no grinding, no dressing, no finishing labour.
Accuracy and Repeatability
Plasma cutting accuracy is affected by torch wear, consumable condition, and cutting speed variation. Tolerances of ±0.5mm to ±1mm are typical on production plasma systems. Laser cutting maintains ±0.1mm across a full production shift with no consumable degradation affecting cut quality.
Running Cost
Plasma cutting consumables — nozzles, electrodes, shields — wear continuously and must be replaced regularly. The cost per cut increases as consumables degrade, and worn consumables produce worse edge quality. Laser cutting has minimal consumables in the cutting process itself — the laser source has a very long service life and cut quality remains constant throughout.
Verdict: Laser cutting outperforms plasma on edge quality, accuracy, post-processing requirement, and stainless steel cutting. Plasma retains a capital cost advantage for shops cutting only mild steel plate above 12mm in low volume.
7. Laser Cutting vs Band Saw and Cold Saw
Band saws and cold saws are not direct competitors to laser cutting in the way that plasma and oxy-fuel are — they serve a specific purpose (length cutting of structural profiles) that laser cutting can also perform, but with significantly greater capability.
| Factor | Laser Cutting | Band / Cold Saw |
| Length Cutting Speed | Fast | Comparable |
| Cut Squareness | Good | Very High |
| Mitre Cuts | Limited | Any angle, programmed |
| Cope / Saddle Cuts | No | Yes |
| Holes in Profile | No (needs drill press) | Yes |
| Complex End Profiles | No | Yes |
| Automation | Partial | Full CNC |
What Band Saw Does Well
For simple length cutting of hollow sections, I-beams, and channels to a consistent length with a square end, a band saw is fast, low-cost, and effective. If all you need is a clean, square cross-cut at a fixed length, a band saw does this competently.
What Band Saw Cannot Do
A band saw cannot produce mitre ends at arbitrary angles, cope joints where one profile meets another at a curved intersection, saddle cuts for round tube connections, holes or slots along the profile length, or complex end profiles for connection details. All of these require additional operations — a separate drilling stage, a grinder for coping, manual marking and cutting.
A tube laser cutting machine performs all of these operations in a single automated program. What requires four separate setups and significant skilled operator time on a band saw and drill press is a single operation on a tube laser.
The Real Comparison
The comparison is not laser versus band saw for simple length cutting — it is laser versus the entire combination of band saw, drill press, grinder, and skilled fitting time that a fabrication shop currently uses to produce complex structural profiles. When measured that way, the productivity difference is substantial.
Verdict: For simple length cutting only, band saw remains a low-cost option. For any shop producing profiles with cope cuts, holes, mitre ends, or connection details, tube laser cutting replaces multiple operations and significantly reduces production time per part.
For a full explanation of tube laser cutting applications in structural fabrication, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
8. Laser Cutting vs Waterjet Cutting
Waterjet cutting produces high-quality edges with no heat-affected zone — which sounds ideal for structural metal work. In practice, its cost and speed limitations make it the minority choice for standard structural fabrication.
| Factor | Laser Cutting | Waterjet Cutting |
| Edge Quality | Excellent | Good to Excellent |
| Heat Distortion | None | None |
| Cutting Speed | Very Fast | Very Slow |
| Operating Cost | Low | High (abrasive) |
| Thick Plate Capability | Very High | Very High |
| Stainless / Aluminium | Excellent | Excellent |
| Material Range | Metals + more | Very Wide incl. non-metals |
Where Waterjet Has a Genuine Advantage
Waterjet cutting has no heat-affected zone — the cut is made entirely by abrasive erosion, with no thermal input to the metal. This makes it suitable for heat-sensitive materials, hardened steels, and applications where the HAZ from laser or plasma cutting would compromise the material properties. For very thick plate (above 50mm) and for cutting non-metals alongside metal in the same shop, waterjet offers capabilities that laser cannot match.
Why Waterjet Is Rarely the Right Choice for Structural Fabrication
Waterjet cutting is significantly slower than laser cutting on standard structural steel thicknesses — often five to ten times slower on material below 20mm. The abrasive (garnet) is a continuous consumable cost that adds substantially to the per-cut cost. For a structural fabrication shop cutting mild steel in volume, waterjet cannot compete with laser on productivity or running cost.
Verdict: Waterjet is the right choice for heat-sensitive materials, very thick plate, or mixed material shops. For standard structural steel fabrication in volume, laser cutting is faster and cheaper per part.
9. Full Comparison Table — All Methods Side by Side
The table below summarises all six cutting methods across the criteria that matter most in structural metal fabrication. Use it as a quick reference when evaluating which method fits a specific application.
| Method | Cut Accuracy | Edge Quality | Speed Thin | Speed Thick | Post-Process | Complex Profiles | HAZ |
| Laser Cutting | Very High ±0.1mm | Excellent | Very Fast | Fast | Minimal | Yes | Low |
| Oxy-Fuel | Low ±2–3mm | Rough / Slag | Slow | Fast | Always | No | High |
| Plasma Cutting | Medium ±0.5mm | Rough / Dross | Fast | Medium | Often | Partial | Medium |
| Band / Cold Saw | High | Good | Slow | Slow | Sometimes | No | None |
| Waterjet | High ±0.1mm | Good | Very Slow | Slow | Minimal | Yes | None |
| Shear / Punch | Medium | Good (straight) | Fast | Limited | Sometimes | Limited | None |
10. Total Cost of Cutting — Beyond the Machine
The most common mistake in evaluating cutting methods is comparing machine purchase prices. Machine cost is one input — the total cost per part is what determines whether a method is economically justified.
Labour Cost per Cut
Plasma and oxy-fuel cutting require an operator to handle the torch, monitor the cut, and manage the cutting process. Post-cut grinding, deburring, and dressing add significant operator time per part. Laser cutting is largely automated — the operator loads sheets and unloads finished parts. Operator time per part is a fraction of what plasma or oxy-fuel require.
Material Waste
Kerf width — the material removed by the cutting process — is narrower with laser cutting than with plasma or oxy-fuel. Nesting software for laser machines optimises part layout on the sheet, achieving material utilisation rates of 85% or higher. On expensive structural steel, this nesting efficiency directly reduces material cost per part.
Rework and Scrap Rate
Inaccurate cuts and poor edge quality generate rework. A plasma-cut part that requires 20 minutes of grinding per edge, or an oxy-fuel-cut plate that is out of tolerance by 2mm, costs far more than the machine time to cut it. Laser-cut parts typically go directly to the next operation with no rework — reducing the scrap rate and the hidden labour cost embedded in rework.
Throughput and Overhead Recovery
A faster cutting process produces more parts per shift, which means overhead costs are spread across more output. A laser machine producing twice the parts per shift of a plasma cutter recovers its overhead in half the time. At full production volume, the higher capital cost of a laser machine is frequently offset within 18–36 months through throughput improvement and labour reduction.
How to Calculate True Cost per Part
- Machine operating cost (depreciation + maintenance + energy) ÷ parts per shift
- Labour cost (operator hours including post-processing) ÷ parts per shift
- Material cost per part (including waste from kerf and nesting)
- Rework and scrap cost (value of rejected parts + rework labour)
- Sum these four components for each method — then compare
For guidance on machine selection that fits your production volume and part mix, read How to Select a Tube Laser Cutting Machine for Construction Fabrication.
11. When Laser Cutting Is the Right Choice for Structural Fabrication
Laser cutting delivers its strongest economic case in specific production scenarios. If your shop matches these criteria, the investment justification is straightforward.
- Medium to high volume production: The more parts you produce, the faster the laser machine pays back. Shops producing 20 or more sheets per shift, or high volumes of structural profiles, see the strongest ROI.
- Repetitive structural parts: PEB framing members, railing components, brackets, and cladding supports — parts that are cut in identical batches — are ideal for laser cutting’s automation and repeatability.
- Complex profiles and connection details: Any part requiring holes, slots, cope cuts, mitre ends, or saddle profiles benefits immediately from laser cutting — these operations that require multiple setups on traditional machines are a single operation on a laser.
- Thin to medium plate (up to 20mm–25mm): This is the laser’s strongest range. Edge quality, speed, and post-processing reduction are most significant in this thickness band.
- Stainless steel or aluminium work: If you cut any stainless steel or aluminium, laser cutting is the clear choice — plasma and oxy-fuel are not suitable for these materials at structural fabrication quality standards.
- Tight tolerance requirements: Clients supplying to international engineering standards, BIM-linked projects, or certified structural fabrication require dimensional accuracy that only laser cutting reliably delivers at production speed.
To evaluate the best machine for your specific production requirements, read Best Laser Cutting Machine for Construction Fabrication.
12. When Traditional Methods Still Make Sense
An honest comparison acknowledges that laser cutting is not the right answer for every fabrication shop or every application.
- Very thick structural plate (above 25mm): For heavy base plates, thick gussets, and structural sections above 25mm, oxy-fuel cutting remains cost-effective. High-power laser machines capable of this thickness are available but represent a significant capital step-up that is only justified for specialist heavy plate fabricators.
- Low-volume jobbing work: A shop producing one-off or very small batch structural work — a few dozen parts per week — may not be able to justify the capital cost of a laser machine. For this type of work, a plasma cutter or band saw may still be the right tool.
- Site cutting: Laser cutting machines are fixed factory equipment. For cutting on a construction site — trimming members to fit, cutting openings in installed sections — portable plasma or oxy-fuel equipment is the only practical option.
- Very low capital budget: If capital is severely constrained, a plasma cutter or band saw at a fraction of the laser machine cost may be the only viable option in the short term. The higher running cost is a real trade-off, but it is sometimes the right one given capital availability.
The key point is that laser cutting is a production tool, not a site tool or a jobbing tool. Its value is in production efficiency, quality consistency, and automation — and those benefits require sufficient volume to realise.
13. Conclusion
For structural fabricators doing medium-to-high volume work on plate up to 25mm and structural hollow sections, the comparison consistently favours laser cutting — on cut quality, post-processing requirement, accuracy, and total cost per part.
The edge quality alone — parts that go directly to the welding station without grinding — removes one of the most persistent labour costs in structural fabrication. The accuracy — parts that fit together precisely and pass weld inspection first time — reduces rework and improves throughput. The automation — programs loaded from CAD, parts cut without manual marking — reduces operator time per part and eliminates the human variation that traditional methods introduce.
Traditional methods retain their place for specific applications: very thick plate, site cutting, low-volume jobbing, and minimum capital situations. But for the core production work of a structural fabrication shop — repetitive parts, multiple profiles, tight tolerances, high volume — laser cutting is the method the industry is converging on for good reason.
Explore Further
Read the full Laser Cutting and Marking Machines for Construction — Pillar Blog for a complete overview of laser technology across construction fabrication.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…