A Supporting Blog — Laser Cutting and Marking Machines for Construction
1. Introduction

Every structural component that leaves a fabrication shop carries a responsibility — not just to hold weight, but to prove it can.
Structural auditors, project engineers, and building inspectors need to know that every beam, column, railing post, and bracket in a building was made from certified material A, cut to the right specification, and inspected before installation. When a part cannot be traced back to its material origin, heat code, or production batch, the consequences range from a failed inspection to a rejected structure.
Laser marking is the most reliable method available to keep construction parts traceable across their entire journey — from the raw material stage in the fabrication shop, through painting, blasting, and transport, to installation on site.
This article explains what traceability means for construction fabricators, why traditional marking methods fail, how laser marking works, and which specific parts and applications benefit most from it.
This is a supporting article within the broader guide on laser technology for construction. For the full picture, read the Laser Cutting and Marking Machines for Construction — Pillar Blog.
2. What Is Traceability in Construction Fabrication and Why It Is Required
Traceability in construction fabrication means the ability to track any individual component back through its entire production history — from the steel mill certificate that confirms the raw material grade, through the fabrication operations performed on it, to the quality inspection that signed it off.
For a structural steel fabricator, this means being able to answer the following questions for any part they supply:
- Which batch of raw material was this part made from?
- What is the material specification and certification number?
- Which cutting, drilling, and welding operations were performed on it?
- Which inspector signed off on this part, and when?
- Where in the structure is this part installed?
Why Standards and Building Codes Require It
International and national structural standards — including IS 2062 in India, EN 1090 in Europe, and AISC standards in the United States — require that structural steel components used in certified fabrication can be traced to their material test certificates. For bridge construction, high-rise buildings, industrial plants, and pre-engineered buildings supplied to international buyers, this is not optional.
A fabricator who cannot demonstrate traceability risks losing contracts, failing third-party audits, and facing liability if a structural failure is investigated. The cost of a failed audit — rejected components, rework, project delays — far exceeds the cost of implementing proper marking from the start.
Where Traceability Fails Most Often
Traceability typically breaks down at one of two points: when marks are applied in a way that does not survive the fabrication process (paint sticks that disappear after shot blasting, labels that peel off during transport), or when no marking system is in place at all and parts are tracked only by physical location in the shop — which breaks down the moment a batch is moved or mixed.
3. Traditional Part Marking Methods and Their Limitations
Fabrication shops have used a variety of methods to mark structural parts for decades. Each has practical limitations that make it unsuitable as a reliable traceability solution.
Paint sticks and chalk marks: Quick to apply but completely non-permanent. They are removed by shot blasting, washed off by rain, and obscured by primer or paint. A mark applied at the cutting stage rarely survives to installation.
Adhesive labels: Useful for internal shop tracking but not suitable for the construction environment. Labels peel off in heat, moisture, and during transport. They cannot be applied over painted or blasted surfaces, and they are not machine-readable in most formats.
Ink jet marking: Faster than manual methods and can print barcodes, but ink marks fade with UV exposure, are removed by surface treatment, and do not adhere well to rough or oily steel surfaces. Not suitable for marks that need to survive painting or blasting.
Dot peen stamping: Creates a permanent indentation in the metal surface. More durable than ink or paint, but the process is slow, requires contact with the part, and can damage thin or precision-machined surfaces. The mark depth is inconsistent across different operators and materials.
Manual engraving: Permanent and readable, but extremely slow and inconsistent. Not practical for batch production and difficult to produce machine-readable codes such as barcodes or QR codes.
The comparison table below shows how these methods stack up against laser marking across the criteria that matter most for construction part traceability.
| Method | Permanence | Survives Paint/Blast | Machine Readable | Speed | Cost/Part |
| Paint Stick / Chalk | Very Low | No | No | Fast | Low |
| Adhesive Label | Low | No | Partial | Fast | Low |
| Ink Jet Marking | Medium | No | Partial | Fast | Medium |
| Dot Peen Stamping | High | Yes | No | Medium | Medium |
| Manual Engraving | High | Yes | No | Slow | High |
| Laser Marking | Permanent | Yes | Yes | Fast | Low |
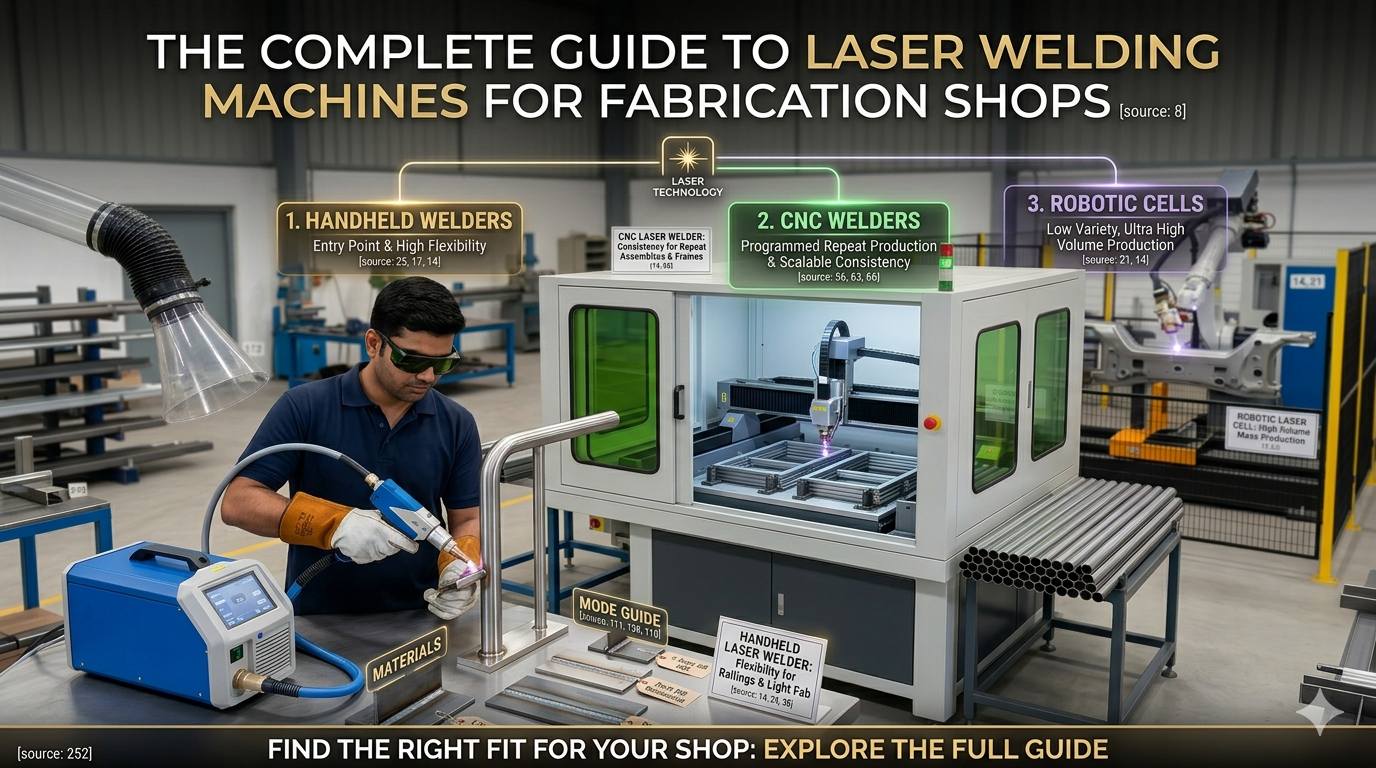
4. What Is Laser Marking and How Does It Work
A laser marking machine uses a focused beam of laser light to create a permanent mark on the surface of a material — without any contact, ink, or consumable.
The laser beam is directed by a scanning mirror system across the surface of the part, following a pattern programmed in the machine’s software. The energy of the beam interacts with the material surface to create the mark — the nature of the interaction depends on the marking mode used.
Three Laser Marking Modes
Laser engraving: The laser removes material from the surface, creating a recessed mark. The depth can be controlled by adjusting power and speed. Engraved marks are tactile and highly durable — they remain readable even after painting or coating, because the depth of the mark is greater than the thickness of the coating.
Laser annealing: Used primarily on stainless steel. The laser heats the surface below the melting point, causing an oxidation colour change without removing material. Produces a smooth, corrosion-resistant mark that is flush with the surface — ideal for food-grade or medical-grade stainless applications.
Surface ablation: The laser removes a coating or oxide layer from the surface, revealing the base material underneath. Used for marking painted or coated parts where the mark needs to be visible through the coating, or for removing anodising from aluminium.
What a Laser Marker Can Mark
- Serial numbers and part numbers in any font and size
- QR codes and 2D Data Matrix codes — machine readable and compact
- Linear barcodes — EAN, Code 128, Code 39
- Heat codes and material certification numbers
- Company logos and compliance symbols
- Date codes, batch numbers, and revision markers
- Human-readable text in multiple languages
Materials Laser Marking Works On
- Mild steel — standard structural and fabrication steel
- Stainless steel — architectural, food-grade, and marine applications
- Aluminium — cladding, structural profiles, and lightweight components
- Coated and painted surfaces — with appropriate power settings
- Galvanised steel — with adjusted parameters to avoid zinc fume
5. Key Benefits of Laser Marking for Construction Parts
Laser marking is not simply a better version of traditional marking — it changes what is possible for a fabrication shop in terms of quality assurance, production speed, and contract eligibility.
Permanent Marks That Survive the Full Construction Journey
A laser-engraved mark on a structural steel part survives shot blasting, primer application, top coat painting, and outdoor exposure. The mark is still readable after the part has been installed in a building — which means it can be scanned and verified at any point in the structure’s lifetime. No other common marking method achieves this.
Machine-Readable Marks for Digital Tracking
Laser markers can produce QR codes and barcodes that scanners can read in under a second. This enables fabrication shops to scan parts in and out of production stages, generate digital records automatically, and provide clients with scannable documentation that links each physical part to its quality file.
No Consumables — Low Ongoing Cost
Unlike ink jet systems that require regular ink cartridge replacement, or label printers that need label stock, a laser marking machine has no consumables in the marking process itself. The laser source has a long service life — typically 100,000 hours for a fibre laser — and the only regular maintenance is cleaning the optical components. This makes the per-mark cost very low once the machine is installed.
Fast Marking Speed for Batch Production
A fibre laser marker can mark a serial number, part number, and QR code on a structural part in two to five seconds. For a fabrication shop producing hundreds of parts per shift, this means the marking station does not become a bottleneck in the production flow.
Consistent and Repeatable Quality
Because marking is CNC-controlled, every mark in a batch is identical in size, position, depth, and contrast. There is no variation between operators, no smudging, and no misaligned stamps. This consistency is what makes laser marks reliable for machine reading and quality audit.
Non-Contact — No Surface Damage
The laser marks the surface without touching it. There is no mechanical stress applied to the part, which makes laser marking suitable for thin-gauge sheet metal, precision-machined surfaces, and parts where dot peen stamping or manual engraving would risk distortion or surface damage.
6. What Construction Parts Need Laser Marking
Almost every certified structural component that leaves a fabrication shop benefits from laser marking — but the priority parts are those that are subject to inspection, certification, or assembly sequencing on site.
Structural Beams, Columns, and Hollow Sections
Primary structural members are the most important parts to mark for traceability. Each member should carry a heat code or material certificate number that links it back to the mill test report, plus a part number that corresponds to the erection drawing. Laser marking ensures these codes survive the fabrication process and remain readable after painting.
Railing Posts and Balustrade Components
Railing and balustrade components are often supplied in numbered sets that correspond to an installation sequence. Laser marking each component with its part number and assembly position eliminates the confusion that arises when unmarked parts arrive on site and the installation team has to work out which piece goes where.
For more on how tube laser cutting produces these components, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
Brackets, Gusset Plates, and Connection Hardware
Connection hardware is frequently the least-marked category in a fabrication shop — yet it is among the most critical. A bracket or gusset plate that is installed in the wrong location or made from the wrong material grade can compromise the structural integrity of the connection. Laser marking with part numbers, grade marks, and inspection stamps closes this gap.
PEB Primary and Secondary Framing Members
Pre-engineered building components are produced in large batches with strict dimensional and material specifications. Each member needs a component ID that corresponds to the erection drawing, so that the site crew can identify and position it correctly without reference to shop drawings. Laser marking these IDs on the cut end or web of each member takes seconds per part and saves hours on site.
Anchor Bolts, Fasteners, and Fixings
High-strength anchor bolts and structural fasteners are required to carry grade and specification markings under most structural standards. Laser marking on the bolt head or shank is permanent and does not affect the mechanical properties of the fastener — unlike stamping, which can create stress concentration points on high-strength material.
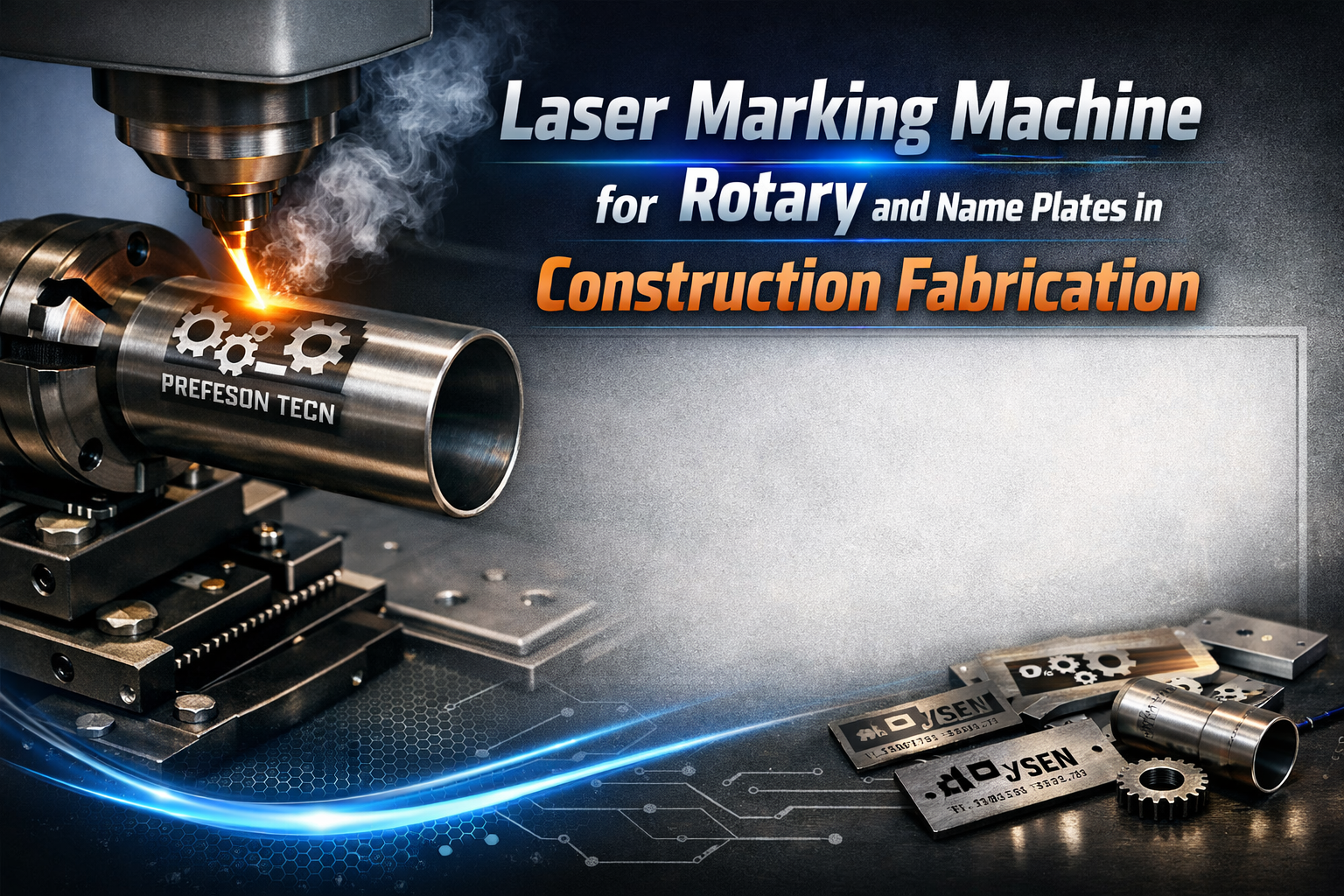
7. Rotary Laser Marking for Round and Cylindrical Parts
Standard flat-bed laser marking machines are designed to mark flat or gently curved surfaces. For cylindrical parts — round pipes, anchor bolts, shafts, and threaded rods — a rotary axis attachment is required.
How Rotary Marking Works
A rotary laser marking fixture holds the cylindrical part between two centres or in a chuck. As the laser marks along the surface, the part rotates on its axis, allowing the mark to wrap around the circumference of the part continuously. This means a serial number, QR code, or heat mark can be applied cleanly to any point on the surface of a round component.
Applications in Construction Fabrication
- Round structural pipes and circular hollow sections — heat codes and batch marks
- Anchor bolts and foundation fixings — grade marks and specification numbers
- Threaded rods — certification marks and length codes
- Cylindrical shaft components in mechanical and industrial construction
- Round balustrade posts and handrail tubes — part numbers for assembly sequencing
Why a Flat-Bed Marker Is Not Sufficient
Without a rotary axis, a flat-bed laser marker can only mark a small flat section of a cylindrical surface — the mark will distort and become unreadable as it wraps around the curve. For any fabrication shop that regularly marks round profiles, a rotary attachment or dedicated rotary marking machine is essential.
For a detailed guide to rotary marking equipment and nameplate marking for fabrication shops, read Name Plate and Rotary Laser Marking for Fabrication Shops.
8. Nameplate Laser Marking for Fabricated Assemblies
Beyond marking individual parts, fabrication shops use laser marking to produce nameplates for completed assemblies — the identification plates that are permanently attached to structural modules, equipment frames, and prefabricated building components.
What Nameplates Carry
A nameplate on a fabricated assembly typically contains the manufacturer’s name and logo, a serial number, the date of manufacture, the applicable design standard or specification, a load rating or capacity figure, and a quality inspection stamp. This information is required by building codes for certain types of structural assembly, and is expected by clients on all certified fabricated products.
Laser-Marked vs Engraved or Printed Nameplates
Traditional nameplates are produced by rotary engraving on anodised aluminium or stainless steel, or by screen printing on metal blanks. Laser marking offers a faster, more flexible alternative: the nameplate design is programmed in software, and any plate can be marked in seconds with no tooling changeover. Variable data — different serial numbers, dates, and specifications — can be applied to each plate in a batch without stopping the machine.
Laser-marked nameplates are also more durable than printed ones. The mark is part of the material surface, not a coating applied on top of it, so it does not fade, chip, or peel over the lifetime of the structure.
For guidance on laser marking machines suited to nameplate production and rotary marking in construction fabrication environments, read Laser Marking Machine for Rotary and Name Plates in Construction Fabrication.
9. QR Codes and Barcodes on Structural Parts — Digital Traceability
Laser marking enables something that no previous marking method could achieve reliably on structural steel: machine-readable codes that connect a physical part to a digital record.
How QR Codes on Structural Parts Work
A QR code laser-marked onto a structural member can encode a URL, a part ID, or a database reference. When a site engineer or inspector scans the code with a mobile device, it pulls up the full record for that part: the material test certificate, the fabrication inspection record, the design drawing reference, and the installation location.
This transforms traceability from a paper-based archive exercise into a live, scannable system that works in the field — on a construction site, in a warehouse, or during a structural audit years after the building was completed.
BIM Integration
Building Information Modelling (BIM) is increasingly required on large construction projects. In a BIM-linked traceability system, each structural component has a unique ID in the BIM model. Laser marking that ID as a QR code on the physical part creates a direct link between the digital model and the physical structure. Site teams can scan a beam and see exactly where it is in the model, what its specification is, and whether it has been inspected and approved.
Internal Production Tracking
Within the fabrication shop, barcodes on parts enable automatic scanning at each production stage — cutting, drilling, welding, inspection, dispatch. This replaces manual paperwork with a digital production record, reduces the risk of parts being processed out of sequence, and gives the shop manager real-time visibility of where every part is in the workflow.
What QR and Barcode Marking Requires from a Laser System
Machine-readable codes require a minimum mark resolution and contrast to be reliably read by scanners. A fibre laser marker with a good-quality F-theta lens and appropriate power settings can produce scannable QR codes down to 5mm x 5mm on steel surfaces. The marking software must support Data Matrix, QR, and standard barcode formats, and ideally integrate with the shop’s ERP or production management system for automatic variable data generation.
10. How to Choose the Right Laser Marking Machine for Construction Parts
The right laser marking machine for a construction fabrication shop depends on the parts you mark, the information you need to encode, and whether you need flat-bed marking, rotary marking, or both.
Fibre Laser vs CO2 Laser
Fibre laser: The correct choice for marking metal. Fibre lasers produce a wavelength (1064nm) that is absorbed efficiently by steel, stainless steel, and aluminium. They are fast, low-maintenance, and capable of producing high-contrast permanent marks. For construction fabrication, a fibre laser marker is the standard choice.
CO2 laser: Better suited to non-metals — wood, acrylic, leather, glass. CO2 lasers do not mark bare metal effectively and are not suitable for structural part traceability applications.
Power Range
- 20W–30W: Suitable for marking stainless steel and aluminium with high contrast. Adequate for serial numbers and QR codes on thin-gauge parts.
- 50W–60W: The most common range for construction fabrication. Faster marking speed, deeper engraving on mild steel, and reliable QR code production on painted or blasted surfaces.
- 100W and above: For deep engraving on heavy structural sections, high-speed batch marking, and applications where the mark depth needs to exceed the coating thickness.
Flat-Bed vs Rotary Capability
If your shop marks both flat parts (plates, sheets, flat bar) and cylindrical parts (round pipe, anchor bolts), you need a machine that supports both configurations. Many fibre laser markers accept a rotary axis as an optional accessory — check that the rotary attachment is compatible with the largest and smallest cylindrical parts you need to mark.
Software Requirements
- Barcode and QR code generation built into the marking software
- Variable data support — automatic serial number incrementing, date stamping
- Logo and font import in standard formats (DXF, BMP, TTF)
- ERP or database integration for automatic part data import
- Remote operation and network connectivity for production line integration
After-Sales Support
- Verify local availability of replacement lenses and scan heads
- Check training provision — how long to get a new operator proficient
- Ask about software updates and whether they are included in the purchase
For a detailed machine selection guide covering specific models and configurations suited to construction fabrication and nameplate marking, read Laser Marking Machine for Rotary and Name Plates in Construction Fabrication.
11. Conclusion
Traceability is not a documentation exercise — it is a structural quality requirement, and the marking method a fabrication shop uses determines whether that requirement is actually met.
Paint sticks, adhesive labels, and ink stamps fail the moment a part goes through shot blasting or painting. They cannot produce machine-readable codes, they cannot survive site conditions, and they cannot provide the permanent, scannable audit trail that certified structural fabrication now requires.
Laser marking solves all of these problems in a single machine. It produces permanent, high-contrast, machine-readable marks on any metal surface — marks that survive every stage of the fabrication and construction process and remain readable for the lifetime of the structure.
For fabrication shops supplying certified structural components, PEB framing, or any parts subject to quality audit, laser marking is no longer a value-add — it is the baseline standard.
Explore Further
Read the full Laser Cutting and Marking Machines for Construction — Pillar Blog for a complete overview of laser technology across construction fabrication.
For rotary and nameplate marking equipment, read Name Plate and Rotary Laser Marking for Fabrication Shops and Laser Marking Machine for Rotary and Name Plates in Construction Fabrication.
To understand how part marking connects to the cutting workflow, read Why Tube Laser Cutting Is Useful for Construction Frames and Railings.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…