A Supporting Blog — Laser Cutting and Marking Machines for Construction
1. Introduction
Kitchen and cooker equipment manufacturing has a precision problem that most people outside the industry do not see.
Every cooker body panel, burner hob plate, oven cavity liner, and exhaust hood is fabricated from thin stainless steel or mild steel sheet — materials that look simple to cut but are extremely unforgiving. Plasma cutting discolours the surface. Press tools are expensive and inflexible. Manual cutting and grinding leave inconsistent edges that create fit-up problems at assembly.
The result, in a shop relying on traditional methods, is high scrap rates, significant post-processing labour, and a production process that struggles to accommodate design changes without incurring tooling costs.
Laser cutting solves all three problems. It cuts thin stainless steel cleanly, without heat discolouration, with edge quality that requires no post-processing, and with the flexibility to switch between designs in minutes rather than days. For kitchen equipment manufacturers — whether producing domestic cookers, commercial kitchen equipment, or OEM sheet metal components — it is the most impactful single investment in production quality and efficiency available today.
This is a supporting article in a broader guide on laser technology for manufacturing. For the full picture of how laser machines are used across construction and industrial fabrication, read the Laser Cutting and Marking Machines for Construction — Pillar Blog.
2. What Kitchen and Cooker Equipment Manufacturing Actually Involves
To understand why laser cutting is so well suited to this sector, it helps to understand exactly what kitchen equipment fabrication involves — the products, the materials, and the tolerances required.
Product Categories
- Domestic cookers and gas ranges — bodies, hob tops, oven liners, door panels, drawer fronts
- Commercial cooking equipment — combi ovens, deck ovens, range cookers, griddles, fryers
- Exhaust and ventilation — extraction hoods, canopy panels, grease filter frames, duct sections
- Food service counters and catering equipment — serving counters, bain marie units, prep tables
- Commercial kitchen fit-out — stainless steel sinks, wash stations, wall cladding, shelving
Materials
The dominant materials in kitchen equipment fabrication are thin stainless steel (grade 304 and 430, typically 0.8mm to 3mm thick) and mild steel sheet for internal structural components. Aluminium is used for some canopy and ventilation components. Galvanised steel is used for internal frames and supports where corrosion resistance is needed without the cost of stainless.
Why Precision Matters
In a domestic cooker, the burner holes on the hob top must be positioned to within fractions of a millimetre to align with the gas burner assemblies below. The oven door panel must be cut to exact dimensions so that the door seal compresses correctly against the cavity frame. Every panel in the cooker body must fit together at assembly without gaps, misalignment, or rework.
These tolerances are tight for sheet metal work — and they are consistent across every unit in a production run. This is precisely where laser cutting, with its CNC-controlled precision and part-to-part repeatability, delivers the quality that conventional cutting methods cannot.
Volume and Variety
Kitchen equipment manufacturers face a dual challenge: producing multiple product variants in medium-to-high volumes, while regularly updating designs in response to market trends and regulatory changes. Press tooling locks a manufacturer into a fixed design. Laser cutting enables design changes to be implemented in the cutting program overnight — no new tools, no lead time, no tooling cost.
3. Traditional Cutting Methods in Kitchenware Manufacturing and Their Limits
Most kitchen equipment fabricators have relied on a combination of shearing, press tooling, and turret punch pressing for decades. Each method works — but each carries significant limitations that laser cutting eliminates.
Shearing and press tooling: Guillotine shearing produces fast, straight cuts on sheet metal but cannot produce curves, holes, or complex profiles. Every unique panel shape requires a dedicated die set, which is expensive to produce and takes weeks to deliver. When a design changes, the tooling is often scrapped. For manufacturers producing multiple product variants, tooling costs accumulate rapidly.
Plasma cutting: Plasma is practical for mild steel but problematic for stainless steel — the heat of the plasma arc causes a characteristic blue-gold discolouration on the cut edge and adjacent surface that is extremely difficult to remove. On visible panels and food-contact surfaces, this discolouration is unacceptable. Plasma-cut stainless steel almost always requires grinding and polishing, adding significant labour cost per part.
Turret punch pressing: Turret punching can produce holes and simple profiles quickly and is well suited to high-volume repetitive work. However, the punching process creates micro-cracks on the cut edge of stainless steel — reducing corrosion resistance at the cut face — and cannot produce smooth curves or complex external profiles without secondary operations. Tooling wear also affects cut quality over time.
Manual cutting and grinding: For small batches and prototype work, angle grinders and jig saws are still used in some shops. The result is inconsistent edge quality, high scrap rates, and significant finishing time. At any volume above true one-off work, manual cutting is not economically viable.
The comparison table below shows how these methods compare to laser cutting across the criteria that matter most in kitchen equipment production.
| Criteria | Laser Cutting | Shearing/Press | Turret Punch | Plasma Cutting | Manual Cutting |
| Edge Quality | Excellent | Good (straight) | Good | Poor on SS | Poor |
| Thin SS Suitability | Excellent | Limited | Good | Not suitable | Poor |
| Complex Profiles | Yes | No | Partial | Partial | No |
| Tooling Cost | None | High | Medium | Low | Low |
| Design Changeover | Minutes | Days/Weeks | Hours | Minutes | Hours |
| Post-Processing | Minimal | Some | Some | Always | Always |
| Heat Discolouration | None on SS | None | None | High | High |
| Batch Flexibility | Any size | High volume only | Medium vol | Any size | Low volume |
4. How Laser Cutting Works for Thin Sheet Metal in Kitchen Equipment
A flatbed fibre laser cutting machine consists of a cutting head that directs a focused laser beam onto a sheet of metal lying on a flat cutting bed.
The beam melts and vaporises the metal along a programmed path, with an assist gas (nitrogen or oxygen) blowing the molten material clear of the cut. The entire process is CNC-controlled — the cutting head follows the path defined in the cutting program with micron-level accuracy.
Why Fibre Laser Is Preferred for Stainless Steel and Aluminium
Fibre lasers produce a beam at a wavelength of approximately 1064 nanometres, which is absorbed efficiently by metals including stainless steel, mild steel, and aluminium. CO2 lasers, which were the standard for sheet metal cutting a decade ago, produce a longer wavelength that is partially reflected by polished stainless steel — causing instability and edge quality problems.
For kitchen equipment manufacturers working primarily with stainless steel, a fibre laser machine is the correct choice. It cuts cleaner, faster, and without the edge discolouration that CO2 lasers can produce on reflective surfaces.
Cut Quality on Thin Gauge Stainless
On 1mm to 2mm stainless steel — the most common thickness for cooker panels and kitchen equipment cladding — a properly configured fibre laser produces a cut edge that is smooth, burr-free, and completely free of heat discolouration. The edge requires no grinding, polishing, or deburring before the part goes to assembly. This alone eliminates one of the most labour-intensive steps in traditional kitchenware fabrication.
Nesting Software — Minimising Material Waste
Nesting software automatically arranges the part shapes to be cut across the available sheet area, minimising the scrap between parts. For stainless steel — which is significantly more expensive than mild steel — efficient nesting directly reduces material cost per part. Modern nesting software can achieve material utilisation rates of 85% or higher on typical kitchen equipment panel batches.
From CAD Drawing to Cut Part
A new cooker panel design, once drawn in CAD software, can be imported into the laser cutting program and cut in the same shift. There is no tooling to order, no setup time beyond loading the cutting program, and no minimum batch size. This makes laser cutting equally suited to prototype runs of two or three pieces and production runs of thousands.
5. Specific Applications — Cooker Body and Panel Cutting
The domestic cooker is one of the most demanding sheet metal assemblies in the consumer appliance sector — multiple panels, tight tolerances, and high visual quality requirements, all produced in volume.
Cooker Outer Body Panels
The top deck, side panels, and back panel of a domestic cooker are cut from mild steel or stainless sheet and must fit together precisely at assembly. Each panel carries multiple hole patterns for fixings, cable entries, and ventilation. Laser cutting produces all of these holes and the outer profile of each panel in a single operation, with no secondary drilling required.
Oven Cavity Inner Panels
The inner liner of an oven cavity is typically formed from vitreous enamel-coated mild steel or stainless steel. The panel must be cut to tight dimensional tolerances so that the oven door seal compresses evenly against the cavity opening when the door is closed. Any dimensional error in the cut panel creates a seal gap — a quality defect that is expensive to correct after assembly. Laser cutting eliminates this source of variation.
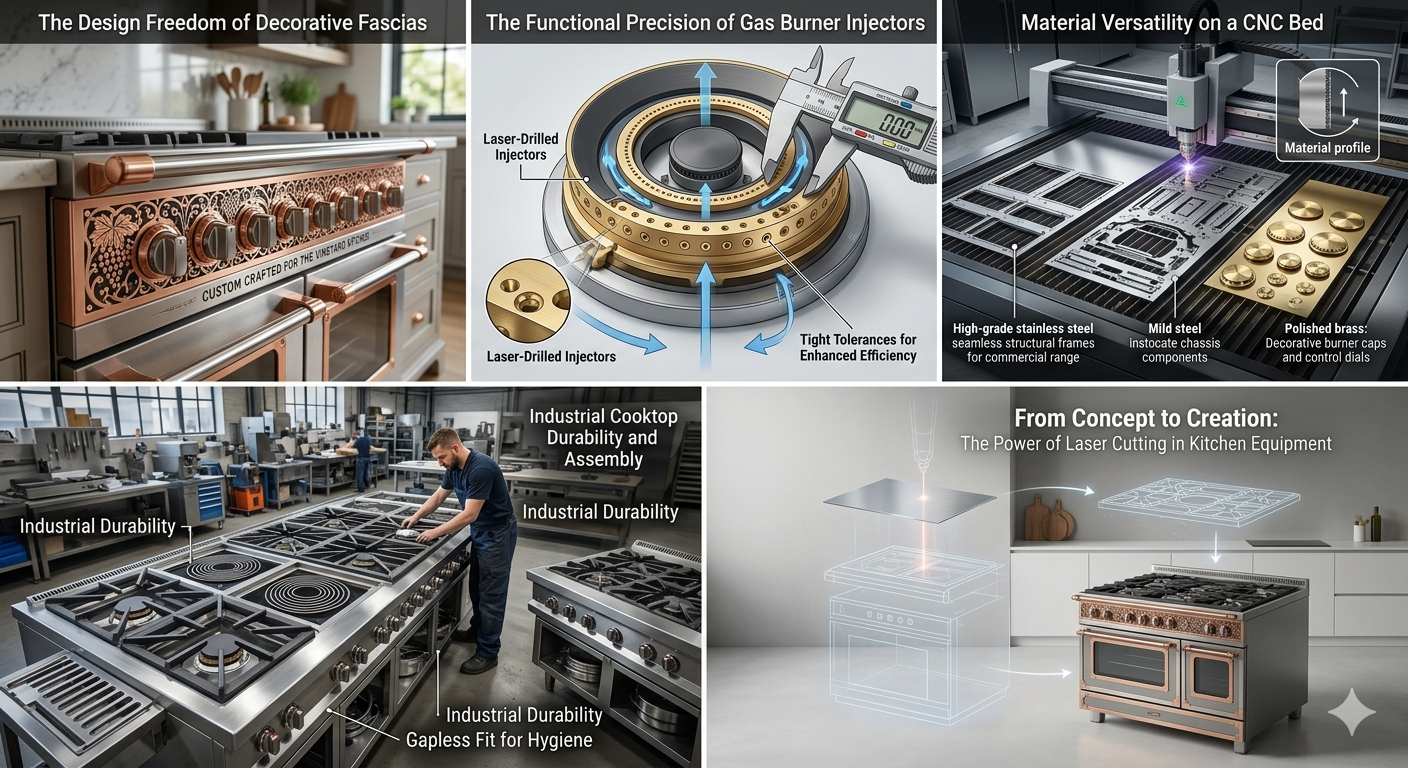
Burner Rings and Hob Top Plates
The hob top plate of a gas cooker carries the burner holes, gas valve cutouts, and ignition mounting points. The positioning of these features must be precise to within half a millimetre to ensure the burner assembly aligns correctly. Laser cutting produces these features from the CAD drawing with the accuracy the burner assembly requires — consistently, across every plate in a production run.
Gas Manifold Brackets and Internal Support Frames
Internal structural components — the brackets, frames, and supports that hold the cooker’s internal assemblies in position — are typically cut from mild steel sheet. These parts carry less stringent surface quality requirements than the visible panels, but still benefit from laser cutting’s speed and repeatability. Multiple bracket designs can be nested and cut in a single sheet run, reducing machine time per part.
Eliminating Press Tools for Panel Designs
A conventional cooker manufacturer maintains a library of press tools for every panel in every model — top decks, side panels, door frames, drawer fronts. Each tool costs tens of thousands of rupees to produce and weeks to deliver. When a model is updated or discontinued, the tooling is scrapped. Laser cutting eliminates this entire tooling investment. New panel designs go from CAD to cut part with no tooling at all.
6. Specific Applications — Exhaust Hoods and Commercial Kitchen Equipment
Commercial kitchen equipment and exhaust ventilation systems present a different set of fabrication requirements from domestic cookers — larger panel sizes, heavier gauge material in some components, and a greater emphasis on structural rigidity alongside surface quality.
Exhaust Hood Bodies and Canopy Panels
Commercial extraction hoods are fabricated from stainless steel sheet in large panel sizes — often 1500mm to 2000mm in one direction. The panels must be cut with precise cutouts for fan housings, lighting, and filter frames. Laser cutting handles these large-format stainless panels cleanly, producing all cutouts in a single operation with no secondary processing.
Grease Filter Frames and Mesh Support Channels
Grease filter cassettes and the channels that support them inside an extraction hood are fabricated from stainless steel strip and sheet. The filter frame must be cut to precise internal dimensions so that the filter cassette slides in and out smoothly. Laser cutting produces these frames accurately and quickly, with clean internal corners that press tooling often cannot achieve without secondary operations.
Commercial Oven Racks, Tray Guides, and Internal Shelf Supports
The internal fittings of commercial ovens — rack guides, shelf supports, tray runners — are cut from stainless steel bar and sheet. These components carry significant repetitive loading and must be dimensionally consistent across a batch. Laser cutting ensures every rack guide is identical, which means consistent loading and unloading behaviour across all oven units in a batch.
Catering Equipment Frames and Food Service Counters
Food service counters, bain marie units, and hot holding equipment all require stainless steel frames and panels that are welded into structural assemblies. Laser cutting produces the panel and frame components with the dimensional accuracy that makes welding fast and assembly straightforward.
Where kitchen equipment assemblies use structural tube or hollow section frames, tube laser cutting is used alongside flatbed cutting. Read Why Tube Laser Cutting Is Useful for Construction Frames and Railings for guidance on tube laser applications in fabricated structures.
7. Laser Cutting for Complex Profiles and Custom Designs
One of the most significant competitive advantages laser cutting gives a kitchen equipment manufacturer is the ability to produce complex profiles, decorative features, and custom designs that are not economically feasible with press tooling.
Curved Cutouts, Decorative Perforations, and Logo Cutouts
Premium cooker and kitchen equipment often features curved panel edges, decorative perforation patterns, and brand logo cutouts on visible surfaces. These features are impossible to produce with a guillotine shear and require expensive dedicated tooling when press punching. A laser cutting machine produces them directly from the design file — at no additional tooling cost and with no minimum batch size.
Prototype and Small Batch Production
Kitchen equipment manufacturers regularly produce prototype units for new product development and small pre-production batches for market testing. With press tooling, prototype production is expensive — tooling must be made before a single prototype part can be cut. With laser cutting, a prototype panel is cut from the same CAD file used for production, at the same quality, with no tooling at all. This dramatically reduces the cost and lead time of new product development.
OEM Supply and Export Markets
Kitchen equipment manufacturers supplying multiple OEM clients or different export markets often need to produce the same basic product in different configurations — different panel dimensions, different control cutout positions, different branding. With press tooling, each variant requires separate tools. With laser cutting, each variant is a different cutting program — switchable in minutes. This makes laser cutting the enabling technology for manufacturers competing in multiple markets with differentiated products.
For a broader comparison of laser cutting against traditional methods across different manufacturing scenarios, read Laser Cutting vs Traditional Cutting for Structural Metal Parts.
8. Laser Marking for Kitchenware — Branding, Compliance, and Traceability
Laser cutting and laser marking are complementary technologies that are often found in the same fabrication shop — and for kitchen equipment manufacturers, both deliver significant value.
What Kitchen Equipment Needs to Be Marked
Finished kitchen appliances and commercial equipment carry several types of permanent marking: brand names and logos on visible panels, model and serial numbers for after-sales service, safety certification marks (BIS in India, CE in Europe, ETL in North America), energy efficiency ratings, and electrical specification data for built-in appliances. On metal surfaces, these marks need to be permanent, professional, and resistant to cleaning chemicals.
How Laser Marking Replaces Labels and Screen Printing
Traditional marking methods for kitchen equipment include adhesive labels, screen-printed badges, and mechanically engraved nameplates. Labels peel and discolour with heat and cleaning chemicals. Screen printing requires setup for each design. A laser marking machine applies all of these marks directly to the metal surface — permanently, quickly, and with the flexibility to mark variable data (different serial numbers, different market-specific certifications) in each batch without stopping.
Marking Stainless Steel Without Discolouration
Stainless steel presents a specific marking challenge: conventional engraving or marking methods can leave rough edges that trap bacteria — unacceptable on food-contact surfaces. Laser annealing mode marks stainless steel by producing a colour change through controlled oxidation, with no material removal. The mark is smooth, corrosion-resistant, and food-safe — ideal for commercial kitchen equipment that must meet hygiene standards.
For a full guide to laser marking for traceability and compliance in fabrication, read Laser Marking for Construction Parts: Why Traceability Matters. For industrial product and bottle marking for branding, read Bottle Laser Marking and Industrial Product Branding: What Buyers Should Know.
9. Choosing the Right Laser Cutting Machine for Kitchenware Manufacturing
The right laser cutting machine for a kitchen equipment manufacturer depends on the panel sizes you cut, the material thicknesses you work with, and the production volume you need to sustain.
Sheet Size
Most kitchen equipment panels fit within a standard 1500mm x 3000mm sheet format. A machine with this bed size handles the full range of domestic cooker and commercial kitchen components without requiring oversized sheets. For manufacturers cutting large-format canopy panels or long counter tops, a 2000mm x 4000mm format machine may be needed — check the largest single component in your product range before specifying bed size.
Laser Power
For thin stainless steel in the 0.8mm to 3mm range that dominates kitchen equipment fabrication, a laser power of 1.5kW to 3kW is typically sufficient. Higher power (4kW to 6kW) increases cutting speed on thicker material and improves throughput in high-volume production, but adds to machine cost. Match power to your material thickness range and production volume — more power than you need is money that could be spent elsewhere.
Exchange Table vs Single Table
In high-volume kitchen equipment production, machine idle time during sheet loading and unloading is a significant efficiency cost. A laser machine with an exchange table — where one table is being cut while the next sheet is being loaded on the second table — significantly reduces this idle time and increases the number of sheets processed per shift. For production volumes above 10 to 15 sheets per shift, an exchange table configuration is worth the additional investment.
Fibre Laser vs CO2
For stainless steel and aluminium — the primary materials in kitchen equipment fabrication — fibre laser is the correct choice. It cuts faster, produces better edge quality on reflective metals, and has lower maintenance requirements than CO2. CO2 laser machines are no longer the preferred option for new investments in this sector.
Nesting and CAD/CAM Software
- Confirm the machine’s software imports your CAD formats: DXF, DWG, STEP
- Check that automatic nesting is included and produces efficient layouts without manual intervention
- Verify that variable data cutting — different part variants in a single sheet run — is supported
- Ask whether the software integrates with your ERP or production planning system
For broader guidance on laser cutting machine selection across construction and industrial fabrication, read Best Laser Cutting Machine for Construction Fabrication. For dedicated cooker cutting machine specifications, read Cooker Cutting Laser Machine for Kitchenware Manufacturers.
10. Conclusion
For kitchen and cooker equipment manufacturers, laser cutting removes the three constraints that limit production quality and flexibility with traditional methods: tooling cost, post-processing labour, and design inflexibility.
Flatbed fibre laser cutting produces thin stainless steel and mild steel panels with edge quality that requires no finishing, dimensional accuracy that eliminates assembly fit-up problems, and the flexibility to switch between designs in minutes. It replaces an entire library of press tools with a single machine and a library of cutting programs.
The result is not just faster production — it is better product quality, lower scrap rates, faster response to design changes, and the ability to serve multiple OEM clients or export markets from the same production line. For any kitchen equipment manufacturer producing stainless steel components in medium-to-high volume, laser cutting is the standard the market is moving towards.
Related Posts
Laser Marking Machine for Rotary and Name Plates in Construction Fabrication
A Supporting Blog — Laser Cutting and Marking Machines for…

Cooker Cutting Laser Machine for Kitchenware Manufacturers
A Supporting Blog — Laser Cutting and Marking Machines for…
Laser Welding Machine for Metal Fabrication Shops
A Supporting Blog- Laser Cutting and Marking Machines for Construction…